




















ISSN 2280-6083The smart journal for surface treatments ® INTERNATIONAL PAINT&COATING MAGAZINE ipcm digital on www.myipcm.com 13th Year - Bimonthly N° 77 - SEPTEMBER/OCTOBER2022 Special issue ALUMINIUMon VERSIONE IN ITALIANO


www.futuraconvogliatori.com

Inspiration and business. Building the future.
Nov Recinto Ferial ifema.es 15-18 2022
SOLARFAÇADESWINDOWSPROTECTION


HAPPY HOUR September 27 5 pm booth 7AC05 Join our team at Aluminium for a taste of Grana Padano and Durello white wine! DON'T MISS OUT ON THE CHANCE OF DISCOVERING ALL THE NEW PRODUCTS AND TECHNOLOGIES FOR THE CHEMICAL PAINT STRIPPING AND SURFACE TREATMENT OF ALUMINIUM www.alit-tech.com




10 SUSTAINABILITY Additivi più sostenibili per un futuro migliore FOCUS ON TECHNOLOGY Aumento della produzione fino all’80% e dell’efficienza energetica grazie a un impianto verticale di ultima generazione:la storia di successo di Proylac, Protecciones y Lacados 46 26 INNOVATIONS:PRESENT&FUTURE KleerAid® EZ Treat 2.0 − La risposta sostenibile, efficiente ed economica di Atotech al trattamento dell’overspray HIGHLIGHT OF THE MONTH Vining Ivy è il Colore dell’Anno 2023 di PPG che influenzerà il design industriale66 CONTENTS SEPTEMBER/OCTOBER 2022 05 EDITOR’S LETTER 06 BRAND NEW 16 ASK JOE POWDER La rubrica “Chiedi a un esperto” 20 BRAND NEW 32 FOCUS ON TECHNOLOGY CORTIZO arricchisce la dotazione impiantistica di verniciatura con un impianto verticale ad alta produttività in una fabbrica completamente interconnessa 40 FOCUS ON TECHNOLOGY ATENA: Innovazione, design, sostenibilità anche nella verniciatura con un sistema di trattamento acque personalizzato 54 FOCUS ON TECHNOLOGY Proylac – Protecciones y Lacados debutta nel settore dell’anodizzazione grazie ad ANODIKIT® Zone, la prima linea compatta di anodizzazione installata nel mondo 62 HIGHLIGHT OF THE MONTH Il nuovo processo LEBA 1974 con nanocoating di Nanoprom Chemicals garantisce la completa riciclabilità dell’alluminio 68 BRAND NEW 70 FOCUS ON TECHNOLOGY L’investimento di Corradi nella finitura con Smart Inline Technology per coniugare innovazione, design ed emozione nelle proprie strutture in alluminio per outdoor 78 INNOVATIONS:PRESENT&FUTURE Migliorare il lavaggio delle matrici di estrusione con Claris 9346 MB © Proylac © Business Wire © AdobeStock SPECIAL ISSUE ON ALUMINIUM SPECIAL ISSUE ON ALUMINIUM © MKS Atotech

FOCUS ON TECHNOLOGY
Pracal consolida la partnership con il fornitore di vernici per coil e garantisce una finitura degli avvolgibili oltre gli standard di qualità
FOCUS ON TECHNOLOGY
Personalizzazione totale di strutture in alluminio da esterni per la protezione solare: la sfida di BT Group
SUCCESS STORIES
In BAT Group un nuovo concept per l’appensione di componenti per tende da sole firmato Rostirolla
ART WITHIN SURFACES
“Sempre ricominciando dall’inizio”: le opere d’arte senza fine di Alexander Calder
90
96
INNOVATIONS:PRESENT&FUTURE
ECCO: il progetto che mira a rivoluzionare il settore del coil coating
FOCUS ON TECHNOLOGY
La tecnologia TURBODYN® compie 60 anni

INNOVATIONS:PRESENT&FUTURE
Verniciatura a polvere: rendere conduttiva la plastica
HOW IT’S COATED
Una nuova tecnologia di rivestimento della FIU si dirige verso la Stazione Spaziale Internazionale

SPECIALISED TRAINING
VAFE festeggia 60 anni con una nuova linea di verniciatura orizzontale di profili, lamiere e accessori per architettura. Aumento della produttività grazie a una progettazione intelligente di convogliatore e impianto NEW OF THE MONTH

Il corso di ipcm® Academy apre al mondo del coil coating
134 THE MARKETING CORNER
Customer journey: il modello a 5 fasi
La sfida energetica nei piani del governo ON EVENTS
112 BRAND
120 HIGHLIGHT
124
128
132
136 STANDARD&LEGISLATION
138 ZOOM
82
114 104
130 CONTENTS SEPTEMBER/OCTOBER 2022 © BT Group © Rostirolla SPECIAL ISSUE ON ALUMINIUMSPECIAL ISSUE ON ALUMINIUM



habitats were inspiration for Safari Xirallic® NXT: Exploring the habitats of powerful and elegant effects Join us in our thrilling "Color Safari" with Xirallic® NXT effect pigments. Cougar, Tiger, Lion and Amur leop ardfour p o werful, majestic and myst erious large cats : thes e magnific ent predators are not merely the namesakes for our XIRALLIC® NXT pigment range. Their outstanding position in the animal world and their diverse Merck S Electronicsrl | Surface Solutions Via Monte Rosa 93 | 20149 Milano MI | Italia tel.PMsalessupportIT@merckgroup.com0080072771666 www.eshop-merckgroup.com/IT/itNEW BE CURIOUS and ask for more!



















Request the English version at info@ipcm.it
Alessia Venturi DirettoreEditor-in-chiefResponsabile

Scrivo
queste righe mentre partecipo a IMTS 2022 a Chicago, probabilmente la fiera più grande negli USA sulla meccanica. Una manifestazione davvero enorme, affollata di visitatori provenienti da ogni parte del mondo e interessati a qualsiasi innovazione parli di risparmio energetico. Si, anche qui negli USA.
Dopo gli aumenti delle materie prime che hanno oscurato la ripresa dell’industria europea nel 2021, il 2022 è sicuramente l’anno delle gravi conseguenze dell’aumento vertiginoso dei prezzi del gas, non solo sulle famiglie, che hanno beneficiato di aiuti governativi che hanno mitigato l’impatto di questo rincaro, ma soprattutto sul comparto industriale. È solo quando leggiamo l’ordine di grandezza della variazione delle bollette di queste aziende tra il 2021 e il 2022, che possiamo renderci conto di quanto l’aumento del gas sia un pericolo più che concreto per la ripresa economica, per i consumi, per la produzione e per la sopravvivenza stessa di molte imprese. Vetrerie, industrie della ceramica o della carta, aziende in cui gli impianti lavorano a temperature superiori ai 1000°C, hanno ricevuto fatture energetiche da centinaia di migliaia di euro rispetto alle poche decine di migliaia dello scorso anno.
Il costo del gas è aumentato del 450% rispetto allo scorso anno, il che ha reso i costi industriali insostenibili, pur a fronte di un netto segno positivo degli ordinativi per la stragrande maggioranza delle imprese. La domanda è alta, la ripresa è forte ma questa corsa al rialzo del prezzo del gas è inarrestabile, soprattutto perché accompagnata da un generale rialzo dei prezzi delle materie prime, dei gas nobili – come l’ossigeno, della logistica e degli imballaggi. Domandarsi quanto questi aumenti siano frutto della congiuntura che ha visto sovrapporsi la coda della pandemia con la guerra in Ucraina e le relative sanzioni alla Russia, le tensioni fra USA e Cina e gli squilibri di mercato, oppure se ciò sia frutto di una speculazione che favorisce solo pochi è legittimo e ognuno potrà cercarsi le proprie risposte. Quanto invece sia fattibile, a livello tecnologico, per ridurre la dipendenza dal gas, per risparmiare energia, per ridurre i consumi di risorse naturali, per approcciare un’economia di tipo circolare nel settore del trattamento delle superfici lo trovate nelle prossime pagine, declinato nel settore della produzione e finitura dell’alluminio per architettura e industria. È noto che l’industria della finitura sia una delle più energivore, ancora di più quando si parla di alluminio che, per essere fuso, estruso, temprato, invecchiato ma anche verniciato, ossidato, sublimato ha bisogno di processi ad alta temperatura. Inverter, sistemi di recupero calore del calore residuo, impianti compatti e dimensionati esattamente per soddisfare il fabbisogno senza eccessi di potenza o produttività, sistemi per un uso parsimonioso dell’acqua e per il suo recupero sono alcune delle tecnologie – alcune delle quali davvero rivoluzionarie e brevettate – che troverete all’interno di questo numero di ipcm®, un’edizione con un’ampia sezione dedicata al trattamento superficiale e alla finitura dell’alluminio, per architettura e non, che sarà protagonista della manifestazione più importante a livello internazionale per questa industria: Aluminium 2022 a Düsseldorf, Germania, dal 27 al 29 settembre. Dopo due anni a carattere prioritariamente digitale, Aluminium torna con un’edizione ricchissima, che copre tutti segmenti dell’industria, dalla fonderia al coil alla finitura.
Ipcm® è media partner e sarà presente con uno stand (1A07) per seguire da vicino sviluppi, ricerca e tendenze di questo mercato ma anche per seguire il lancio di alcuni prodotti innovativi da parte di aziende che collaborano da molti anni con ipcm®
Ne avrete un assaggio nelle prossime pagine (occhio attento alle pubblicità!) e soprattutto live, durante lo svolgimento della fiera, anche dai nostri canali social.
Continuate a seguirci se volete, davvero, restare aggiornati sulle dinamiche globali del mondo della finitura.
05international PAINT&COATING magazine - SEPTEMBER/OCTOBER 2022 - N. 77
EDITOR’S LETTER
ChemQuest Technology Institute supporterà la tecnologia del grafene sostenibile di Universal Matter
ChemQuest Technology Institute ha stipulato un accordo triennale per supportare lo sviluppo della tecnologia del grafene basato su materie prime sostenibili di Universal Matter.
ChemQuest
ha annunciato che esplorerà i vantaggi della pioneristica tecnologia del grafene di Universal Matter nelle applicazioni per vernici e rivestimenti. Questa tecnologia economica e ad alte prestazioni si basa su una gamma di materiali di carbonio, tra cui carbone, coke, biomassa e gomma e plastica riciclate, riducendo il proprio impatto ambientale rispetto al grafene basato sulle materie prime convenzionali.
“In questa collaborazione, Universal Matter cerca di sfruttare gli oltre 40 anni di esperienza nel settore e di sviluppo tecnologico di ChemQuest
e di convalidare i vantaggi in termini di prestazioni e creazione di valore nelle applicazioni che accelereranno la trasformazione del settore”, ha affermato John van Leeuwen, CEO di Universal Matter.
“Il nostro team è entusiasta di continuare a lavorare con questo materiale unico e prezioso. La tecnologia al grafene di Universal Matter non solo è sostenibile grazie a materie prime basate su fonti biologiche e circolari, ma è anche economica, scalabile ed estremamente performante. Ciò è dovuto al suo innovativo processo produttivo”, ha dichiarato Daniel Murad, CEO di The ChemQuest Group.

06 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine BRAND-NEW
MatterUniversal©
POWDER COATINGSpray Systems
Come funziona
Universal Matter produce il suo grafene utilizzando rapide esplosioni di energia elettrica. Questo processo favorisce il fissaggio del carbonio in pochi strati di grafene turbostratico, al contrario del grafene AB impilato (Bernal), con conseguenti vantaggi in termini di prestazioni. Il processo flash è modularizzato in unità di produzione compatte e può essere scalato aggiungendo più moduli con identica configurazione.
Svariate materie prime a base di carbonio possono essere trasformate in grafene turbostratico ad alta purezza utilizzando questo processo flash.
La precedente collaborazione tra Universal Matter e ChemQuest ha dimostrato l’efficacia della tecnologia nelle formulazioni per applicazioni specifiche. Miglioramenti comprovati delle prestazioni includono resistenza alla compressione e alla trazione, proprietà barriera, miglioramento reologico e caratteristiche di flusso. L’attuale iniziativa si concentrerà sullo sviluppare un’ampia gamma di applicazioni di soluzioni per l’industria della verniciatura. “Esiste una necessità intrinseca e una significativa opportunità commerciale per migliorare le prestazioni e la sostenibilità dei prodotti in questi mercati attraverso il riciclo del carbonio in grafene ‘verde’, migliorando così le proprietà meccaniche di questi materiali industriali e creando rivestimenti più resistenti e durevoli e riducendo anche significativamente la nostra impronta ambientale e le emissioni di gas serra”, ha commentato van “NonLeeuwen.vediamo
l’ora di rafforzare la nostra collaborazione con Universal Matter e di aiutarli a creare prodotti più performanti e sostenibili”, ha aggiunto Murad. “Di recente abbiamo investito nell’espansione delle nostre strutture di ricerca e sviluppo. Queste estese risorse ci consentiranno di qualificare e quantificare in modo indipendente i vantaggi della tecnologia per una vasta gamma di applicazioni di mercato, identificare le opportunità più preziose e contribuire ad accelerare la loro fattibilità commerciale e l’ingresso nel mercato”.
Per maggiori informazioni: www.chemquest.com e www.universalmatter.com
Maximize the automatic coverage and save powder with Nordson Dynamic Contouring Movers


n Increase automatic powder coating coverage of complex products
n Reduce powder consumption by improving the applied coating uniformity n No programming required –fully automatic gun positioning with scanners
n Stay in control of all system functions and data collection with our advanced PowderPilot ® HD system controller
Get in contact with Nordson today for more information or explore the unique features of our powder coating systems online at www.nordsoncoating.com/showroom
www.nordson.com/hdlvics.eu@nordson.com
©
LestaUSA ha annunciato nuovi accordi distributivi LestaUSA,
l’integratore, produttore e fornitore di supporto tecnico nordamericano per la meccanica e il software dei robot Lesta per applicazioni di verniciatura industriale, ha annunciato di aver raggiunto un nuovo accordo di distribuzione. L’azienda collaborerà con Sames Kremlin e Wagner/C.A. Technologies per fornire soluzioni di finitura automatizzate ai produttori dell’industria del legno.
“Abbiamo fatto davvero molta strada da quando abbiamo debuttato nel settore del legno alla fiera AWFS nel 2021. Oggi stiamo collaborando con i migliori del settore, in modo da sfruttare le nostre tecnologie e continuare ad ampliare i confini di ciò che è possibile nel settore della finitura”, ha affermato Derek DeGeest, presidente di LestaUSA. “Il successo che abbiamo ottenuto ci ha dato l’opportunità di intensificare la cooperazione con i nostri Equipment Partner. Per la prima volta in assoluto, stanno infatti aggiungendo le nostre soluzioni di automazione nelle loro linee di prodotti. Ciò ci consente di riunire le tecnologie e offrire un sistema ancora più robusto”.
“Siamo entusiasti di poter fornire ulteriori soluzioni di automazione
all’industria del legno. Ora possiamo cercare di combinare le due tecnologie collaudate. Questa spinta all’automazione è essenziale per la crescita nel mercato e nell’economia odierni”, ha commentato Kevin Higgins, vicepresidente di Sales/Distribution di Sames Kremlin.
“Ci sono le nostre attrezzature nel loro laboratorio di prova e i loro robot nel nostro. I produttori possono portare questa soluzione automatizzata nelle loro operazioni, sapendo che funzionano e che saranno supportati da Wagner, dai nostri distributori e da LestaUSA. Questa è la tranquillità che i clienti si aspettano”, ha aggiunto JR Rogers, Wagner Engineered Systems National Sales Manager.
Gli utilizzatori hanno potuto sperimentare le soluzioni di finitura automatizzate di LestaUSA durante l’International Woodworking Fair (IWF) – che si è svolta dal 23 al 26 agosto 2022 ad Atlanta (U.S.A.) – presso gli stand di Sames Kremlin e Wagner/C.A. Technologies.
Per maggiori informazioni: www.lestausa.com

LestaUSA collaborerà con Sames Kremlin e Wagner/C.A. Technologies per fornire soluzioni di finitura automatizzate all’industria del legno.
08 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine BRAND-NEW
Lesta
MKS Instruments ha annunciato la chiusura dell’acquisizione di Atotech



Instruments, Inc. ha annunciato di aver completato l’acquisizione precedentemente annunciata di Atotech Limited per circa 4,4 miliardi di dollari in contanti e azioni ordinarie MKS. “L’acquisizione di Atotech consente a MKS di accelerare le tabelle di marcia per le future generazioni di dispositivi elettronici avanzati. Combinando le principali capacità di laser, ottica, movimento e ora chimica di processo, MKS è destinata a diventare un leader nella prossima frontiera della miniaturizzazione e della complessità: l’ottimizzazione dell’InterconnectSM, un importante punto abilitante dell’elettronica avanzata di prossima generazione. La leadership di Atotech nella finitura funzionale e decorativa delle superfici estenderà anche l’offerta di prodotti MKS per applicazioni industriali e aumenterà la nostra presenza sul mercato. Non potrei essere più entusiasta di accogliere il team Atotech
MKS
nella famiglia MKS”, ha dichiarato John Lee, presidente e CEO di MKS. L’unione di MKS e Atotech crea una società con un fatturato pro forma di 4,5 miliardi di dollari per i dodici mesi terminati il 30 giugno 2022. Come risultato di tassi di interesse più elevati sul finanziamento del debito rispetto al momento in cui la transazione è stata originariamente annunciata nel luglio 2021, oltre all’impatto dell’attuale contesto macroeconomico e inflazionistico sull’attività dell’azienda, MKS prevede attualmente che l’acquisizione aumenterà l’utile netto diluito per azione non GAAP per l’intero anno fiscale 2024.
Per maggiori www.mks.cominformazioni:ewww.atotech.com
WASTE TREATMENTWATERPLANTSFORMETALFINISHINGLINES www.cieeng.com





 Our potential
Our potential
L’acquisizione di Atotech consente a MKS di accelerare le tabelle di marcia per le prossime generazioni di dispositivi elettronici.
BRAND-NEW
With over 50 ZLD plants installed all over the world, CIE is a leader company in Zero Liquid Discharge for metal finishing industry
- info@cieeng.com
customers © eosmarketing
Additivi più sostenibili per un futuro migliore
La sostenibilità è un aspetto importante nello sviluppo di nuovi prodotti. Oltre alle proprietà e agli effetti diretti del prodotto, spesso hanno un ruolo importante le questioni relative all’impatto ambientale, alle basi chimiche e ai consumi energetici.
Molti
additivi a base di cera presenti sul mercato comprendono materie prime ottenute dal petrolio greggio o dal gas.
Queste spaziano dalle tradizionali cere di polietilene (ad alta densità) che migliorano le proprietà opacizzanti o la resistenza al graffio, alle cere in polipropilene o PTFE che regolano lo scorrimento superficiale nei rivestimenti. Mostrano prestazioni abbastanza buone e hanno un fattore vantaggioso, motivo per cui sono specificate per le applicazioni in cui sono utilizzate.
Tuttavia, considerando gli aspetti relativi alla sostenibilità come l’utilizzo di materie prime biologiche, tutte queste cere devono essere riesaminate in modo critico.

Perché c’è bisogno di un cambiamento
Un fattore ovvio e importante è: il petrolio greggio è una materia prima finita. Ciò significa che la sua disponibilità nei prossimi secoli diminuirà e vi è quindi la necessità di scoprire, testare e infine utilizzare nuove materie prime alternative.
Un altro fattore importante è il cambiamento climatico. È ancora in corso ed è fortemente influenzato dalle nostre azioni. Risparmiare ogni possibile tonnellata di CO2 aiuterà a rispettare l’Accordo di Parigi del 2015 per mantenere il riscaldamento globale inferiore a 1,5 °C.
I governi sono consapevoli dell’argomento e stanno adottando misure per contrastare il cambiamento climatico, che a loro volta hanno un impatto
10 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SUSTAINABILITY
© AdobeStock
sull’utilizzo delle materie prime fossili. Misure esemplari sono l’imposizione di tasse sulle emissioni di CO2 o l’acquisto di certificati che permettono all’acquirente di emettere una quantità definita di CO2 L’effetto economico è solo uno dei risvolti della questione. L’effetto ecologico è molto più importante per la riduzione dell’uso di prodotti derivati del petrolio. Altri aspetti della sostenibilità riguardano le opzioni di fine vita dei prodotti. Nella nostra vita di tutti i giorni siamo circondati da plastica e produciamo molti rifiuti plastici. Questi necessitano di molto tempo per essere degradati nell’ambiente: per un sacchetto di plastica servono circa 500 anni. Stanno quindi diventando sempre più importanti opzioni come la biodegradabilità: la plastica viene degradata da microrganismi come batteri e funghi in periodi di tempo più brevi. Ma la plastica non è sempre così evidente nelle nostre vite come nel caso dei sacchetti. Molti additivi a base di cera si basano su materie prime sintetiche e sono quindi, come la plastica, interessati dalla questione della biodegradabilità. Pertanto, una quantità crescente di materiale biodegradabile può aiutare a spianare la strada per un futuro più sostenibile.
L’approccio di BYK per un futuro più sostenibile
CERAFLOUR 1000, lanciato nel 2011, è un esempio eccellente di additivo con sostenibilità migliorata. Ha le proprietà specifiche degli additivi tradizionali a base di cere naturali o sintetiche, ma è basato su un polimero biologico ed è completamente biodegradabile. Nel 2021 BYK ha ampliato la sua gamma con due additivi basati sulla stessa materia prima, ma con una
diversa distribuzione granulometrica: CERAFLOUR 1001 e CERAFLOUR 1002.
Tutti e tre gli additivi hanno un contenuto biologico superiore al 97% e sono completamente biodegradabili. Inoltre, i polimeri biologici danno un contributo positivo alla discussione in corso sulle microplastiche e preservano le forme di vita acquatiche (fig. 1).

I polimeri della serie CERAFLOUR 1000 sono prodotti con l’aiuto di microrganismi. Questi organismi sono nutriti con carboidrati e producono il polimero biologico grazie ad un processo di fermentazione. Nelle fasi successive il polimero è separato dal microrganismo e purificato. L’ultima fase di micronizzazione conduce a polimeri che possono essere utilizzati in rivestimenti destinati ad applicazioni diverse.
Con CERAFLOUR 1001, BYK offre un additivo con distribuzione granulometrica più fine rispetto a CERAFLOUR 1000, per ottenere la massima trasparenza e al contempo riducendo intensamente la brillantezza.
Con CERAFLOUR 1002 BYK ha invece introdotto un additivo con maggiore dimensione delle particelle, per creare una texture superficiale con elevata trasparenza che, allo stesso tempo, offre la migliore prestazione in termini di opacità. La struttura sferica dei polimeri, che formano agglomerati, si può notare al SEM (microscopio a scansione elettronica). La dimensione delle particelle di CERAFLOUR 1000 si colloca tra quelle degli altri due prodotti (fig. 2).
Ampio campo di applicazione
Gli additivi sono stati testati in modo intensivo in diversi tipi di applicazioni. Nei sistemi all’acqua, nei rivestimenti 100% UV, ma anche nei sistemi tradizionali a solvente,
Figura 1: Panoramica dell’estrazione della materia prima per i polimeri nella serie CERAFLOUR 1000.
©
gli additivi mostrano compatibilità e prestazioni eccellenti. Il loro utilizzo nei rivestimenti per legno e arredamento, negli inchiostri da stampa e nei rivestimenti per la general industry è altamente CERAFLOURraccomandato.1001mostra velatura minima e al contempo buone proprietà opacizzanti. Specialmente a dosaggi più alti, CERAFLOUR 1001 ha mostrato valori di velatura bassi rispetto ad altre cere PE (fig. 3).

Nei test di laboratorio i polimeri mostrano effetti sinergici con le comuni cere PE per migliorare la resistenza al graffio e all’abrasione delle formulazioni dei rivestimenti. Solo una piccola aggiunta di questo additivo (0,5% della formulazione totale) è sufficiente per ottenere una buona resistenza al graffio. Inoltre, tutti e tre i prodotti mostrano effetti sinergici con gli agenti opacizzanti a base di silice (fig. 4). Tutti e tre i prodotti offrono eccellenti proprietà tattili e un effetto superficiale di “morbidezza al tatto”, in particolare con granulometrie più piccole.

L’aggiunta di polimeri della serie CERAFLOUR 1000 aiuta inoltre ad aumentare la quantità di carbonio rinnovabile di una formulazione per soddisfare le richieste del mercato volte a trovare soluzioni più sostenibili.
Guardando al futuro – serve un cambiamento La sostenibilità è un argomento complesso e gli aspetti da considerare sono molti. La fonte delle materie prime non è l’unica cosa da cambiare per una soluzione a basso impatto ambientale. Temperature di formazione del film inferiori, minor numero di solventi o coalescenti, polimerizzazione più rapida o migliore degradabilità – le opportunità per ridurre la CO2 sono molte.
La gamma CERAFLOUR 1000 è un altro eccellente passo avanti verso l’obiettivo di BYK di diventare più sostenibile in tutta la catena di approvvigionamento e di offrire ai clienti soluzioni sostenibili.
©
 Figura 2: Immagini SEM di CERAFLOUR 1001 e CERAFLOUR 1002 a confronto.
Figura 3: Confronto tra valori di brillantezza e velatura dei polimeri della serie CERAFLOUR 1000 e di un additivo PE a base di cera e ad alta densità in un rivestimento acrilico all’acqua per legno.
Figura 4: Miglioramento della proprietà anti-brunitura rispetto ad un additivo PE a base di cera (CERAFLOUR 927 N).
Figura 2: Immagini SEM di CERAFLOUR 1001 e CERAFLOUR 1002 a confronto.
Figura 3: Confronto tra valori di brillantezza e velatura dei polimeri della serie CERAFLOUR 1000 e di un additivo PE a base di cera e ad alta densità in un rivestimento acrilico all’acqua per legno.
Figura 4: Miglioramento della proprietà anti-brunitura rispetto ad un additivo PE a base di cera (CERAFLOUR 927 N).
12 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SUSTAINABILITY
© BYK
BYK
BYK












Protection upgraded Specialità chimiche per il trattamento delle superfici Lavaggio di precisione Sgrassanti interoperazionali Miscele di RivestimentiPassivantiZincoProtezionetensioattivitemporaneaeleghedizincoeSigillantiresistentiall'usuraPretrattamento Processi di conversione esenti Cromo e FosfatantiFosfatiabassa temperatura Passivanti per acciaio zincato a caldo Passivazione conduttiva su Alluminio TCP Lavaggio GalvanicaIndustrialeFunzionale Rame, Nichel e Cromo Deposizione su plastica (POP) Stagno e leghe di Stagno Pretrattamento Galvanica PretrattamentoDecorativametalli alla verniciatura SurTec Italia Sas di Externa Holding Srl Via Boito, 251 Tel.: +39 059 8579901 41019 Soliera (MO) E-Mail: info-it@surtec.com Italia Web:www.SurTec.com
SATA ha presentato le pistole a spruzzo SATAjet X 5500 FUTURE in edizione speciale

GmbH & Co. KG, un produttore tedesco di tecnologie e apparecchiature di verniciatura, ha recentemente presentato SATAjet X 5500 FUTURE, una versione limitata delle pistole con tazza di fluidizzazione. L’edizione speciale sarà disponibile esclusivamente presso i rivenditori SATA a partire dal 13 settembre 2022 fino ad esaurimento scorte. Riflettendo il motto aziendale “Il verde è più di un semplice colore per noi”, le nuove pistole a spruzzo verdi non sono quindi solo un riferimento alla natura, ma anche un simbolo di armonia, speranza e di un futuro più sostenibile e connesso. I circuiti a forma di globo della pistola simboleggiano la tecnologia che, collegando le persone, permette di raggiungere il futuro mondo globalizzato. Il luminoso colore verde con le componenti nere non solo sembra armonioso, ma rappresenta anche l’allineamento delle attività dell’azienda con la sostenibilità e la protezione e conservazione della natura. L’edizione speciale SATAjet X 5500 Future è disponibile con le seguenti
SATA
dimensioni di ugelli, sia HVLP che RP in versione standard e DIGITAL:
• SATAjet X 5500 HVLP 1,3 I
• SATAjet X 5500 HVLP 1,3 O
• SATAjet X 5500 HVLP 1,4 I
• SATAjet X 5500 HVLP 1,4 O
• SATAjet X 5500 RP 1,3 I
• SATAjet X 5500 RP 1,3 O
• SATAjet X 5500 RP 1,1 I
• SATAjet X 5500 RP 1,1 O
• SATAjet X 5500 RP 1,2 I
• SATAjet X 5500 RP 1,2 O
I visitatori della fiera Automechanika, che si è tenuta dal 13 al 17 settembre 2022 a Francoforte (Germania), hanno potuto provare le pistole a spruzzo SATAjet X 5500 FUTURE presso lo stand dell’azienda.
Per maggiori informazioni: www.sata.com
Le pistole tazza di fluidizzazione rifletteranno gli sforzi di verso un futuro più sostenibile e connesso.
14 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine BRAND-NEW
con
SATA
© SATA © SATA
KANSAI HELIOS ha completato l’acquisizione di wefa

Ilgruppo KANSAI HELIOS ha recentemente annunciato di aver completato l’acquisizione di Westdeutsche Farben GmbH (“wefa”), un produttore tedesco di vernici. L’acquisizione realizzata dalla nuova società del gruppo appena costituita KANSAI HELIOS wefa, con sede a Essen (Germania), include tutti gli asset, le attività commerciali, i marchi e i dipendenti. “Questa acquisizione è un passo importante nella strategia di crescita del Gruppo KANSAI HELIOS, che rafforzerà la sua presenza in Germania. Il gruppo servirà il mercato come fornitore di sistemi con la forza combinata di due unità di produzione, ciascuna specializzata nelle rispettive aree: KANSAI HELIOS Germany GmbH a Buchholz-Mendt e la nuova società a Essen”, ha dichiarato Dietmar Jost, direttore esecutivo di KANSAI HELIOS Group.



L’acquisizione consentirà all’azienda di rafforzare la propria posizione all’interno del settore delle vernici per il mercato ferroviario e ACE europeo, oltre che

in ulteriori segmenti industriali, grazie alla decennale esperienza di wefa con le vernici a base acqua. Robert Scramm, il proprietario di wefa, sarà anche uno degli amministratori delegati di KANSAI HELIOS wefa: “Questo passaggio segna una pietra miliare nei quasi 100 anni di storia di wefa. Fondata come azienda a conduzione familiare, è ora entrata nella classifica dei migliori brand europei di vernici. In qualità di nuovo membro di KANSAI HELIOS, beneficeremo di ulteriore esperienza e know-how. Questa è una vittoria per entrambe le aziende, poiché le nostre speciali formulazioni completano la gamma di prodotti di KANSAI HELIOS e garantiscono la massima qualità in un’ampia gamma di applicazioni, in particolare per il settore ferroviario”.
Per maggiori www.kansaihelios-wefa.deinformazioni:

L’acquisizione rafforzerà la posizione di KANSAI HELIOS nei settori della verniciatura per l’industria ferroviaria e ACE.
© KANSAI HELIOS Wefa
BRAND-NEW
La rubrica “Chiedi a un esperto”
Kevin Biller kbiller@chemquest.com
Joe Powder torna di nuovo su questo numero per rispondere alle domande sulle sfide quotidiane dei verniciatori di tutto il mondo.

Egregio Signore, Può gentilmente spiegarmi come si carica la polvere nella pistola con ricarica a corona? È caricata con l’elettrodo? Intendo: con ugello a getto piatto o tondo?
ShahrozGrazie, PakistanKhan
Ciao ComeShahroz,vannole cose in Pakistan? La tua domanda è interessante. Fondamentalmente, la carica elettrostatica in una pistola a spruzzo di tipo corona per la verniciatura in polvere è creata ionizzando l’aria. L’alta tensione sull’elettrodo della punta della pistola estrae gli elettroni dalle molecole d’aria (N2, O2, ecc.), generando un campo di carica negativa. Questo campo elettrico converge sul pezzo collegato a terra. La deposizione di polvere avviene facendo passare una nuvola di particelle attraverso il campo elettrico. Le particelle raccolgono gli
 Gli angoli interni dei componenti a forma di scatola possono essere difficili da penetrare con la polvere caricata. Una buona messa a terra è importante per ottenere la miglior efficienza di trasferimento possibile.
Gli angoli interni dei componenti a forma di scatola possono essere difficili da penetrare con la polvere caricata. Una buona messa a terra è importante per ottenere la miglior efficienza di trasferimento possibile.
16 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine ASK JOE POWDER
© Kevin Biller
elettroni mentre attraversano il campo. Queste particelle caricate negativamente sono attratte dalla superficie conduttiva, se adeguatamente ancorata a terra. Quando le particelle caricate negativamente si accumulano sulla superficie del substrato, la carica negativa lascia il substrato a terra. La perdita di carica negativa sulla superficie crea una carica netta positiva sull’interfaccia. Questa carica positiva fissa la polvere caricata negativamente sulla superficie.
Il tipo di ugello influenza il modo in cui la nuvola di polvere esce dalla pistola a spruzzo. Ha solo un effetto minimo, se non nullo, sulle caratteristiche di carica della polvere. Spero di aver risposto alla tua domanda Cari saluti, Joe Caro SperoJoe,tu stia bene. Cosa raccomandi per garantire l’adesione della polvere nella verniciatura di superfici zincate a caldo? Distinti saluti Ozlem Ekinci BPC, Turchia
Caro Ozlem,
Io sto molto bene, grazie. Ci stiamo godendo l’autunno con tanti festeggiamenti con la famiglia e gli amici, cibi meravigliosi e anche dei drink piacevoli. Spero che anche tu stia altrettanto bene.
Per quanto riguarda la tua domanda, è un quesito molto interessante. Uno dei maggiori problemi è la variabilità della qualità della zincatura a caldo. Può essere molto incostante non solo da lotto a lotto, ma anche su sezioni diverse dello stesso componente. Quello che consiglio è un’attenta pulizia della superficie tramite un detergente alcalino seguita da un risciacquo di buona qualità. Potresti anche prendere in considerazione la granigliatura, che però aumenterebbe il costo del processo.
Per quanto riguarda l’adesione, alcuni rivestimenti in polvere funzionano meglio di altri. Una resina epossidica di buona qualità aderirà meglio rispetto a una polvere poliestere. Gli ibridi (epossipoliestere) si posizionano a metà. Se il processo è attuato per un’applicazione durevole all’esterno, è necessario utilizzare un pretrattamento al fosfato di zinco con il poliestere o la combinazione di un primer epossidico seguito dalla finitura Inoltre,poliestere.èimportante degassare la superficie prima di applicare la vernice in polvere. In caso contrario, potresti osservare piccoli fori nel rivestimento. La degassificazione comporta il preriscaldamento
e l’applicazione della polvere sul substrato caldo. Di solito è sufficiente il preriscaldamento a 150-175°C. Spero di aver risposto alla tua domanda JoeCordialmente, Ciao SonoJoe,James, il responsabile della qualità per un’azienda di finitura nell’Irlanda del Nord. Attualmente sono in procinto di svolgere alcune attività di ricerca e sviluppo per la verniciatura in polvere di materiale in ferro granigliato e stiamo riscontrando alcuni problemi. Ho pensato che potresti avere una buona conoscenza sull’argomento dopo aver letto i Q&As con altri verniciatori. Effettuiamo una granigliatura con grana SA 2,5 e una verniciatura con APP120 (un primer ricco di zinco) polimerizzato a 180°C per 30 minuti.
Competence in Shot Blast Technology years D-48282
As a full-range supplier, we design manufacture shot blasting


17international PAINT&COATING magazine - SEPTEMBER/OCTOBER 2022 - N. 77 ASK JOE POWDER
20
AGTOS | GmbH |
Emsdetten info@agtos.de | www.agtos.com
and
machines including filter and transport technology. ➜ New shot blast machines ➜ Second hand machines ➜ Service and spare parts ➜ Reparation & maintenance ➜ Inspection & consulting ➜ Performance improvement352-10/21-4c-GB
L’elettrodo sulla punta della pistola crea un campo corona che carica le particelle di polvere al loro passaggio.

Tuttavia, dopo questa fase il topcoat si rifiuta di aderire al supporto primerizzato e quando lo fa, generalmente, “si accende” durante la spruzzatura. Ho provato a spruzzarlo a caldo (temperatura del metallo maggiore di 150°C), cambiare i tempi di polimerizzazione per il primer (più brevi a temperature più elevate), abbassare i kV della pistola e cambiare il primer di base, ma nessuno di questi interventi ha ottenuto risultati soddisfacenti. Mi domandavo se ci fosse qualche mancanza di base o una variabile che ho trascurato. Capisco se non sei disposto a divulgare tali informazioni e se hai domande da farmi, non esitare a chiedere.
Cordiali saluti, James Breen, BSc Bio Med Quality Technician – Irlanda del Nord
Ciao GrazieJames,perla
tua domanda, è bello ricevere notizie dall’Irlanda del Nord. Spero che vada tutto bene a Newtownabbey. Sembra che tu stia diventando piuttosto frustrato nel cercare di ottenere una finitura di qualità per i tuoi pezzi. Sei stato saggio a selezionare i materiali e il
processo che stai cercando di utilizzare. Granigliare il metallo è una buona idea e l’approccio a doppia mano offre una finitura molto resistente. Per fare in modo che funzioni, devi però prestare attenzione ai dettagli. Il problema più grande sembra essere quello di ottenere una buona seconda mano su pezzi primerizzati. Come prima cosa, devi chiederti se i pezzi sono ben ancorati a terra. Se noti starring e film scadenti, probabilmente hai una scarsa continuità elettrica con la terra. Il controllo della messa a terra richiede un megaohmmetro che non solo misuri la resistenza, ma che fornisca anche fino a 500 V CC per definire la resistenza in modo più accurato. Devi avere 1 megaohm o meno resistenza. Se è maggiore di 1 megaohm, inizia a cercare punti di contatto scadenti inclusi ganci, bilancelle e trasportatori. Per quanto riguarda le polveri, mi atterrei alle polveri originali e lavorerei sul processo applicativo. È consigliabile gelificare il primer prima di applicare la seconda mano, quindi polimerizzare completamente entrambe. In questo modo si fornisce una maggiore adesione. Spero di averti aiutato. Per favore, fammi sapere se hai altre domande. Cordiali saluti, Joe Powder
© Kevin
18 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine ASK JOE POWDER
Biller


VISIT US ·Xylexpo 12-15 0ctober 2022 Milan
I più importanti eventi del settore a portata di dito: ipcm ® lancia la web app myFAIR


Il team di ipcm® è lieto di presentare myFAIR, una nuova web app per rimanere sempre aggiornati sugli eventi più importanti che coinvolgono il settore dei trattamenti superficiali.
Unmondo caratterizzato da cambiamenti improvvisi e imprevedibili, e che si muove a ritmi serrati verso un ecosistema sempre più digitale, ci ha portato a ripensare al modo in cui pubblicavamo il nostro annuale Calendario Fiere, che riuniva i principali eventi del settore dei trattamenti superficiali. È così che per garantire la massima aderenza alle esigenze del settore abbiamo scelto di dare una nuova impostazione al nostro calendario, trasformando quella che prima era una brochure digitale e cartacea in una web app, accessibile da qualsiasi dispositivo: myFAIR.
Perché una web app
La web app è uno strumento versatile e accessibile sia da desktop sia da mobile, che non richiede il download dallo store. Ciò nonostante, è possibile creare una scorciatoia direttamente nel menu del proprio smartphone, rendendo così l’accesso all’app semplice e immediato.
myFAIR si presenta, pertanto, come uno strumento gratuito, sempre aggiornato e altamente interattivo al servizio dei professionisti del settore dei trattamenti superficiali (e non solo) per l’organizzazione della propria agenda fiere, sia in qualità di espositori sia di visitatori. Attraverso la web app myFAIR è possibile sfogliare, filtrare, aggiungere ai preferiti, attivare alert e ottenere informazioni sempre aggiornate sugli eventi più importanti al mondo che coinvolgono il settore della finitura industriale.
Sezione Exhibitions
Nella sezione Exhibitions si trovano le fiere in ordine alfabetico. L’elenco è filtrabile in base al paese e alla categoria merceologica della fiera. È anche possibile digitare direttamente il nome della fiera nella barra di ricerca per accedere ancora più velocemente alle informazioni di un determinato evento.
La sezione Exhibitions, con l’elenco (filtrabile) di tutte le fiere presenti nell’app, e la scheda fiera, che presenta informazioni dettagliate e aggiornate su ogni singolo evento.
La sezione Schedule, che permette di visualizzare le fiere divise per mese di svolgimento.

20 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine BRAND-NEW





Facendo tap sul nome di una fiera, si accede alla scheda specifica di quell’evento, dove è possibile trovare informazioni aggiornate su date, location, focus e sito web. Da questa scheda è possibile anche ottenere le indicazioni stradali per la location dell’evento direttamente su Google Maps e aggiungere la fiera ai preferiti, così da ricevere alert in caso di nuovi aggiornamenti. È presente anche un elenco di fiere correlate per settore di appartenenza.

Sezione Schedule
Nella sezione Schedule è possibile filtrare le fiere in base al mese e all’anno di svolgimento: un modo semplice e immediato per organizzare la propria agenda su base mensile e per verificare in pochi semplici tocchi le fiere in programma in un determinato mese. Anche in questo caso è possibile applicare ulteriori filtri relativi al paese e alla categoria merceologica.
Sezione Suppliers
La sezione Suppliers presenta un elenco di fornitori di diversi servizi che ruotano attorno al mondo delle fiere: dal catering all’allestimento stand; dalle traduzioni al servizio di hostess e steward; dalla comunicazione alla stampa digitale; dalla creazione di gadget alla logistica. Le aziende sono filtrabili in base ai servizi offerti e con un semplice tocco si accede ad una scheda dettagliata con le principali informazioni di contatto.
Opportunità pubblicitarie su myFAIR myFAIR non è soltanto uno strumento utile per organizzare il proprio calendario fiere. Offre anche opportunità concrete alle aziende di promuoversi presso un target altamente specializzato, sotto l’egida dell’autorevolezza del brand ipcm®
I fornitori di servizi agli espositori possono contare su una sezione dedicata, sulla quale caricare il proprio profilo aziendale e le informazioni di contatto.
Espositori, visitatori ed enti fiera possono invece contare su tre opzioni di display advertising per promuovere il proprio business.
Per maggiori informazioni: sales@ipcm.it
La sezione Suppliers, dedicata a tutte le aziende che offrono servizi che ruotano attorno al mondo delle fiere, come allestimento stand o gadgettistica.
 Scansiona o clicca il QR code per accedere alla web app
Scansiona o clicca il QR code per accedere alla web app
21international PAINT&COATING magazine - SEPTEMBER/OCTOBER 2022 - N. 77 BRAND-NEW
Dürr lancia un nuovo software per migliorare la gestione della qualità
ha lanciato l’ultimo strumento software della famiglia di prodotti DXQanalyze: DXQplant.analytics, che aiuta gli operatori degli impianti di verniciatura a migliorare la qualità e l’efficacia della produzione rilevando – attraverso algoritmi di intelligenza artificiale e apprendimento automatico basato sui dati – gli errori sistematici e le loro cause in anticipo.
Dürr
vitale. L’apprendimento automatico può aiutare a identificare modelli e correlazioni nei dati. Se ci sono frequenti contaminanti nella vernice, il software lo rileverà e assegnerà immediatamente informazioni sulla causa sottostante.
I vantaggi di DXQplant.analytics
Come funziona DXQplant.analytics
La base di DXQplant.analytics sono le informazioni sulla qualità registrate digitalmente per ogni pezzo durante l’ispezione della superficie. Inoltre, i parametri di processo, gli allarmi e le anomalie delle singole fasi di lavorazione integrano i dati relativi al componente. Questo crea un file digitale per ogni manufatto che ne modella l’intero ciclo produttivo e
Con il modulo Advanced Analytics, la prima applicazione AI-pronta per gli impianti di verniciatura, DXQplant.analytics ha accesso a una vasta gamma di dati per l’analisi degli errori. Il software può quindi rilevare se si tratta di un problema occasionale o sistematico, rendendo possibile analizzare le carenze sistematiche della qualità produttiva e identificarne e risolverne rapidamente le cause. Il rilevamento semplificato e l’analisi delle cause consentono quindi di evitare di ripetere gli stessi errori in futuro.

Dürr ha annunciato il lancio di DXQplant.analytics, un nuovo software per migliorare la gestione della qualità e incrementare l’efficienza complessiva delle apparecchiature.
22 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine
BRAND-NEW
© Dürr
DXQplant.analytics fornisce anche grafici e report generati automaticamente da condividere con colleghi, altri collaboratori e dirigenti. Le funzioni di documentazione integrate consentono all’utente di salvare e gestire le misure di ottimizzazione predefinite e di tenere traccia del loro impatto sulla qualità. Pertanto, DXQplant.analytics aiuta l’operatore del reparto di verniciatura ad aumentare il tasso di prima esecuzione in modo mirato, aumentando così l’efficacia complessiva delle apparecchiature.

DXQsupport

Per utilizzare e manutenere queste soluzioni digitali, Dürr offre anche DXQsupport, un pacchetto di servizi completo a supporto dell’intero ciclo di vita del software, aumentando così disponibilità, prestazioni e Oltrequalità.agli
aggiornamenti regolari, Dürr mette a disposizione un team di esperti che monitorano costantemente l’attività produttiva, al fine di agire rapidamente in caso di guasti o irregolarità. Questi servizi sono integrati da un catalogo di formazione modulare completo, che consente agli operatori di sfruttare tutto il potenziale del portfolio digitale dell’azienda.
Per maggiori informazioni: www.durr.com
© Dürr
Evonik ha lanciato lo strumento di analisi digitale COATINO ® Defect Detection
Il nuovo strumento per l’analisi digitale dei campioni verniciati sviluppato da Evonik fornisce risultati quantificabili in pochi secondi.
Ladivisione Coating Additives di Evonik ha lanciato COATINO® Defect Detection (CDD), un nuovo strumento per l’analisi digitale di campioni verniciati che rileva e valuta in modo preciso e oggettivo i difetti di verniciatura, fornendo risultati quantificabili in pochi secondi.
Di solito, durante lo sviluppo di una nuova formulazione, il personale di laboratorio faceva affidamento su campioni che dovevano essere attentamente confrontati e valutati visivamente. Questo lavoro di routine richiedeva quindi molto tempo, soprattutto
per i test in serie. COATINO Defect Detection consente agli esperti di laboratorio di risparmiare molto tempo utilizzando una fotocamera collegata al computer per fotografare i campioni verniciati. In pochi secondi lo strumento li valuta, utilizzando innovativi metodi di riconoscimento delle
“COATINOimmagini.
Defect Detection semplifica la routine quotidiana di laboratorio dei nostri clienti e li libera per altri compiti importanti. Inoltre, la nostra soluzione digitale fornisce risultati oggettivamente riproducibili. Ciò

significa che la valutazione dei campioni di prova non dipende più dalla valutazione soggettiva del personale di laboratorio”, ha affermato Oliver Kröhl, responsabile dello sviluppo aziendale strategico presso Evonik Coating Additives.
Il nuovo strumento sviluppato da Evonik, che fa parte della rete di formulazione COATINO, valuta i difetti del rivestimento con una precisione di un decimo percentuale. L’applicazione è basata su browser, quindi non è necessario installare il software sui computer del laboratorio. Le serie di test sono documentate nel sistema e possono essere visualizzate in qualsiasi momento. Inoltre, un centro assistenza integrato fornisce risposte dettagliate a tutte le domande relative all’hardware o alle singole fasi dell’applicazione. “Ad esempio, si può vedere immediatamente quale percentuale della superficie è interessata dalla schiuma. È inoltre possibile aggiungere formulazioni di riferimento o campioni in bianco per evidenziare più chiaramente le prestazioni delle formulazioni testate. Sulla base dei dati è possibile selezionare la formulazione migliore per l’applicazione specifica”, chiarisce Philipp Isken, responsabile dello sviluppo di COATINO.
Lo strumento di analisi digitale è stato inizialmente sviluppato per sistemi pigmentati nel settore architettonico. La divisione Coating Additives di Evonik prevede di aggiungere più settori e tipologie di difetti e, nella prossima fase di sviluppo, il CDD suggerirà anche in modo indipendente nuove formulazioni.
Per maggiori www.coatino.cominformazioni:
24 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine BRAND-NEW
© www.reusmann.de
Nell’era della sostenibilità, Malvern Panalytical si tuffa sempre più a fondo nelle soluzioni per pigmenti e formulazioni
Dallafusione di Malvern e Panalytical nel 2017, l’azienda di strumenti analitici – orgogliosa di avere un approccio incentrato sul cliente – ha consolidato il proprio portfolio di soluzioni per intensificare i rapporti con l’industria delle vernici e dei rivestimenti. “Ogni cliente ha un’esigenza leggermente diversa”, afferma Robert van der Meer, direttore dei prodotti fisici e termici. “Ecco perché i nostri sistemi analitici sono forniti dopo un’approfondita consultazione tecnica con i clienti ed è per questo che disponiamo della più ampia gamma di opzioni per la gestione dei campioni. I nostri clienti potrebbero voler misurare la dimensione delle particelle in un impasto liquido o una




Per maggiori informazioni: www.malvernpanalytical.com
 Malvern Panalytical offre un ampio portfolio strumenti per precisione
Malvern Panalytical offre un ampio portfolio strumenti per precisione
BRAND-NEW dispersione, uno spray o una polvere. Oltre a Mastersizer 3000, leader di mercato per il dimensionamento delle particelle mediante diffrazione laser, disponiamo di un’ampia gamma di sistemi per la misurazione di dimensioni e forme di micro e nanoparticelle. Un ampio portfolio offre al cliente la scelta su come soddisfare le proprie esigenze analitiche in ogni fase dello sviluppo e della produzione del prodotto”. La fusione ha riunito più tecnologie analitiche sotto lo stesso tetto e quasi tutti i sistemi Malvern Panalytical hanno un ruolo da svolgere nella catena del valore analitica per vernici e rivestimenti. Le soluzioni di diffrazione dei raggi X (XRD) consentono una comprensione più approfondita delle fasi minerali del pigmento, del rapporto amorfo rispetto al cristallino e dei rapporti dei polimorfi (ad esempio, rutilo e anatasio in TiO2). La fluorescenza a raggi X (XRF) è utilizzata per l’analisi elementare che può anche schermare la composizione minerale e la presenza di quantità in ppm di tossine come il piombo. Entrambe le tecnologie a raggi X offrono numerose misurazioni per film sottili e rivestimenti. “Stiamo allineando i nostri obiettivi personali e aziendali per essere più sostenibili nel modo in cui operiamo. La scelta del cliente finale e i nostri obiettivi di sostenibilità guidano l’innovazione e i nostri clienti sono impegnati a implementare la sostenibilità nei loro prodotti. La modifica di qualsiasi componente in una formulazione complessa è un rischio e richiede rigorosi test preliminari e analisi. Se pensi di aver bisogno di aiuto per qualcosa, contattaci!” afferma Patricia Kidd, segment marketing manager.
di
la misurazione di
che permette ai clienti di scegliere come soddisfare le proprie esigenze analitiche in ogni fase dello sviluppo di vernici e rivestimenti. Venjakob. Your Finishing Line. Our Process Experience. SURFACE PRETREATMENT | COATING | DRYING TECHNOLOGY | AUTOMATION | EXHAUST AIR CLEANING INNOVATIVE TECHNOLOGYFINISHING FOR PLATES AND SHAPES venjakob.com anzeige_IPCM_Sep_Oct_2022_214x62.indd 1 15.09.22 09:59 © Malvern
KleerAid ® EZ Treat 2.0 − La risposta sostenibile, efficiente ed economica di Atotech al trattamento dell’overspray
Sylvain Masson
I residui di vernice sono spesso ‘appiccicosi’ e molto difficili da rimuovere o da separare dai flussi d’acqua utilizzati per catturare l’overspray. Atotech presenta la tecnologia KleerAid® EZ Treat 2.0, che migliora il trattamento dell’overspray e il processo di detackificazione (‘riduzione dell’appiccicosità della vernice’).
Lagestione dell’overspray rappresenta spesso una sfida per i verniciatori. La procedura implica tipicamente una notevole procedura di pulizia, a causa dell’incompleta detackificazione delle vernici a solvente. Quando le vernici all’acqua vengono miscelate nello stesso sistema si forma spesso un odore sgradevole, un’eccessiva formazione di schiuma e del fango ad elevato contenuto di acqua. Ciò grava sulle operazioni di lavaggio e manutenzione e può causare un aumento dei difetti nella vernice quando i sistemi di circolazione dell’acqua non sono più in grado di svolgere la loro funzione di controllo della polvere.

Il modo più semplice per un trattamento dell’overspray ad alte prestazioni KleerAid® EZ Treat 2.0 è un processo di gestione dell’overspray sostenibile, efficiente ed economico che affronta le più comuni sfide associate alla detackificazione della vernice: riduce la viscosità dei fanghi di vernice, genera una minor quantità di rifiuti, migliora il livello di pulizia generale del sistema e riduce la formazione di schiuma.
KleerAid® EZ Treat 2.0 è molto versatile e adatto alle configurazioni più esigenti ed è quindi la soluzione ideale per i verniciatori OEM e Tier 1 del settore automotive. Il processo, progettato per gestire in modo efficiente
Accumulo di vernice flocculata durante il processo di trattamento dell’overspray.
26 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine INNOVATIONS: PRESENT & FUTURE
MKS Atotech – Berlino (Germania) sylvain.masson@atotech.com
© MKS Atotech
sistemi per vernici all’acqua, a solvente e miste, contiene solo due prodotti, un coagulante e un detackificatore. KleerAid® EZ Treat 2.0 garantisce un facile controllo dei parametri dell’acqua e una qualità costante dei fanghi di vernice.
Trattamento dell’overspray conveniente ed ecologico Rispetto ai prodotti tradizionali KleerAid® EZ Treat 2.0 offre migliori proprietà dell’acqua e qualità dei fanghi eliminando l’appiccicosità della vernice anche per le vernici ad alto solido. Riduce sostanzialmente la domanda chimica di ossigeno (COD) e stabilizza parametri come i solidi totali sospesi, il contenuto di acqua dei fanghi e l’ossigeno disciolto. Il basso contenuto di acqua dei fanghi di vernice raccolti riduce i costi di smaltimento dei rifiuti e diminuisce l’impatto ambientale. La tecnologia KleerAid® EZ Treat 2.0 affronta anche il problema dell’odore ed elimina la necessità di biocidi e altri prodotti tossici e pericolosi.
L’ottima detackificazione fornita dal processo previene l’accumulo di fanghi nelle cabine di verniciatura e nelle canaline di scolo dell’acqua, riducendo così le richieste di pulizia e manutenzione e migliorando la trasparenza dell’acqua. Il processo semplifica la procedura di dosaggio e riduce il consumo di prodotti chimici fino al 60%. Permette una maggiore flessibilità nel trattamento e riduce la necessità di additivi. KleerAid® EZ Treat 2.0 semplifica il processo in modo
significativo, consentendo notevoli risparmi nel trattamento dell’overspray. KleerAid® EZ Treat 2.0 è inoltre un modo semplice ed efficace per risparmiare manodopera e manutenzione, migliorando al contempo la sostenibilità e riducendo i costi grazie alla minimizzazione del consumo di acqua e della produzione di rifiuti, con conseguente riduzione dell’impronta ambientale.
Caratteristiche e vantaggi:
• Soluzione bicomponente semplice da utilizzare

• Adatto a sistemi di vernici all’acqua, a solvente o misti
• Processo sostenibile che riduce lo smaltimento dei rifiuti

• Elimina l’utilizzo dei biocidi e di altri prodotti tossici
• Migliora la qualità dei fanghi, riducendone anche la quantità e quindi i relativi costi di smaltimento
• Elimina gli sgradevoli odori associati
• Riduce il consumo di prodotti chimici fino al 60%
• Economico, efficiente, pochi requisiti di servizio, poca manutenzione.
Composizione del fango con basso contenuto di umidità.
© MKS Atotech
INNOVATIONS: PRESENT & FUTURE
YOUR SYSTEM SUPPLIER FOR INDUSTRIAL COATINGS www.kansaihelios-industrialcoatings.com




28 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine ON THE ROAD TO ipcm ® n. 77
Where Innovation Meets Opportunities
North America’s Largest Metal Forming, Fabricating, Welding and Finishing Event
Discover innovative solutions, gain insights on opportunities and trends transforming the industry, and make connections that count. From interactive demos on the show floor to impromptu conversations with colleagues, there’s nothing quite like the FABTECH experience.

REGISTER TODAY at fabtechexpo.com NOVEMBER 8-10, 2022 ATLANTA, GA GEORGIA WORLD CONGRESS CENTER Event Partners
KleerAid ® EZ Treat 2.0 is designed to provide the most efficient, powerful, and consistent paint detackification in the market today. The high-performing and cost-effective process is environmentally sound and efficiently treats waterborne, solvent-borne and mixed paint systems. The process improves paint sludge quality by eliminating stickiness and increasing flotation rate, even with high solid paint.
KleerAid ® EZ Treat 2.0 provides consistent water parameters (pH, TSS, COD) while reducing maintenance and equipment cleaning requirements. It also addresses typical odor issues without using biocides, toxic or hazardous products. towards

info @ atotech.com www.atotech.com Atotech Group
A drive
high performance �Improves sludge quality, resulting in reduced sludge quantity and associated disposal costs �Eliminates associated unpleasant odors �Eliminates the need for biocides �Reduces chemistry consumption by up to 60% �Cost-effective, efficient and consistent performance with low service requirements Efficient. Consistent.Powerful.

SPECIAL ISSUE ON ALUMINIUM 32 FOCUS ON TECHNOLOGY CORTIZO arricchisce la dotazione impiantistica di verniciatura con un impianto verticale ad alta produttività in una fabbrica completamente interconnessa 40 FOCUS ON TECHNOLOGY ATENA: Innovazione, design, sostenibilità anche nella verniciatura con un sistema di trattamento acque personalizzato 46 FOCUS ON TECHNOLOGY Aumento della produzione fino all’80% e dell’efficienza energetica grazie a un impianto verticale di ultima generazione: la storia di successo di Proylac, Protecciones y Lacados 54 FOCUS ON TECHNOLOGY Proylac – Protecciones y Lacados debutta nel settore dell’anodizzazione grazie ad ANODIKIT® Zone, la prima linea compatta di anodizzazione installata nel mondo 62 HIGHLIGHT OF THE MONTH Il nuovo processo LEBA 1974 con nanocoating di Nanoprom Chemicals garantisce la completa riciclabilità dell’alluminio 66 HIGHLIGHT OF THE MONTH Vining Ivy è il Colore dell’Anno 2023 di PPG che influenzerà il design industriale 68 BRAND NEW 70 FOCUS ON TECHNOLOGY L’investimento di Corradi nella finitura con Smart Inline Technology per coniugare innovazione, design ed emozione nelle proprie strutture in alluminio per outdoor 78 INNOVATIONS:PRESENT&FUTURE Migliorare il lavaggio delle matrici di estrusione con Claris 9346 MB 82 FOCUS ON TECHNOLOGY Pracal consolida la partnership con il fornitore di vernici per coil e garantisce una finitura degli avvolgibili oltre gli standard di qualità 90 INNOVATIONS:PRESENT&FUTURE ECCO: Il progetto che mira a rivoluzionare il settore del coil coating 96 FOCUS ON TECHNOLOGY VAFE festeggia 60 anni con una nuova linea di verniciatura orizzontale di profili, lamiere e accessori per architettura. Aumento della produttività grazie a una progettazione intelligente di convogliatore e impianto 104 FOCUS ON TECHNOLOGY Personalizzazione totale di strutture in alluminio da esterni per la protezione solare: la sfida di BT Group 31international PAINT&COATING magazine - SEPTEMBER/OCTOBER 2022 - N. 77 © Adobe Stock
SPECIAL ISSUE ON ALUMINIUM la dotazione di verniciatura con un ad alta produttività in una fabbrica

Alessia Venturi, ipcm®
Una linea verticale ad alta flessibilità che include tutte le più recenti tecnologie sviluppate da SAT di Verona: spazzolatrice, tunnel completamente in polipropilene per una migliore resistenza ai prodotti chimici, sistema VISICOAT di visione dei profili tramite AI, cabina di applicazione C-Expert, scarico automatico dei profili: queste sono, in sintesi, le caratteristiche della nuova linea di verniciatura installata da CORTIZO a Padrón, che porta a 7 le linee verticali SAT installate all’interno del Gruppo.
La sede di CORTIZO a Padrón (Spagna).
32 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine FOCUS ON TECHNOLOGY
CORTIZO arricchisce
impiantistica
impianto verticale
completamente interconnessa
© Cortizo
Sipronuncia CORTIZO ma significa CORTIZOALLUMINIO.siposiziona come primo produttore e distributore di sistemi in alluminio e PVC esclusivi per architettura e industria nella penisola iberica e come punto di riferimento a livello L’aziendaeuropeo.spagnola di Padrón (Galizia, Spagna) è tra i leader indiscussi all’interno dell’industria dell’alluminio, nella quale si differenzia da molti competitor grazie alla gestione diretta dell’intero ciclo di produzione: fusione, estrusione, verniciatura, ossidazione, brillantatura, lavorazioni meccaniche, imballaggio, stoccaggio e distribuzione. Ciò rende l’egemonia di CORTIZO molto forte anche in Europa, dove le esportazioni sono in costante crescita mentre il mercato americano è in fase di apertura.
I numeri di CORTIZO sono impressionanti Con 9 centri produttivi e 31 delegazioni sul suolo europeo, una presenza ramificata in 60 paesi e quasi 3900 collaboratori, la capacità produttiva dell’azienda spagnola raggiunge le 150.000 T/anno, di cui 74.000 escono dalla sede centrale di Padrón, nella verdeggiante regione che ospita la famosa Santiago de LaCompostela.sedecentrale
conta oggi su 1 fonderia, 9 presse di estrusione, 5 linee di verniciatura a polvere fra verticali e orizzontali, 2 impianti di anodizzazione, 2 impianti di brillantatura chimica, una quantità innumerevole di macchine per la lavorazione meccanica dei profili, 2 magazzini automatici smart, centro tecnologico e area logistica.
Nel piano strategico triennale 2017-2020 CORTIZO aveva destinato un investimento di 87 milioni di euro per incrementare la capacità produttiva e logistica della compagnia. Di questi, 17 erano destinati alla fabbrica centrale di Padrón dove, nel corso dei cinque anni, sono entrate in funzione due nuove presse di estrusione, una da 2500 tonnellate di potenza totalmente automatizzata e in grado di

 Le gabbie sospese che trasportano i profili estrusi dalle presse alla linea di verniciatura (in alto). Le gabbie scaricano i profili sulla rulliera di alimentazione dell’impianto di verniciatura.
© ipcm
Le gabbie sospese che trasportano i profili estrusi dalle presse alla linea di verniciatura (in alto). Le gabbie scaricano i profili sulla rulliera di alimentazione dell’impianto di verniciatura.
© ipcm
33international PAINT&COATING magazine - SEPTEMBER/OCTOBER 2022 - N. 77 FOCUS ON TECHNOLOGY
© ipcm
produrre fino a 6000 tonnellate/anno di profili, una seconda da 4500 tonnellate destinata alla produzione di profili di grandi dimensioni, entrambe inserite in un capannone di nuova costruzione. Lo stesso piano prevedeva anche l’installazione di una nuova linea di verniciatura verticale e un’altra per la brillantatura chimica. Nel 2021 l’azienda ha ulteriormente ampliato la capacità produttiva della fabbrica di Padrón aggiungendo altre due presse, una linea di verniciatura verticale e una orizzontale, nonché linee di imballaggio, assemblaggio e plastificazione in un capannone di nuova costruzione con una superficie coperta di circa 23.000 m2, in cui le linee produttive sopra citate sono totalmente connesse l’una all’altra da un complesso sistema di trasporto automatico con carriponte e polmoni di accumulo che esclude qualsiasi manipolazione umana dei profili non necessaria. L’impianto di verniciatura verticale inserito in questo stabilimento è una linea verticale ad alta produttività e flessibilità di SAT di Verona (Italia). Sviluppata per soddisfare le necessità di massima flessibilità di verniciatura, la linea verticale ad alta flessibilità di SAT è un sistema intelligente che, grazie all’aggiunta di componenti tecnologici innovativi, ottimizza il processo di finitura dell’alluminio al fine di soddisfare i crescenti requisiti di ripetibilità ed elevata produttività dell’industria della verniciatura.

Fasi di processo totalmente connesse e automatizzate “Lo stabilimento in cui si trova il nuovo impianto di SAT ospita un processo di produzione a ciclo chiuso, autosufficiente e totalmente interconnesso, che parte dall’estrusione e termina con la plastificazione e l’assemblaggio della rottura del ponte termico” esordisce Alberto Freire Nande, responsabile della comunicazione in CORTIZO.
Il ventaglio di carico dei profili. L’unica operazione manuale è l’inserimento dei ganci di appensione nei profili da verniciare. La spazzolatrice all’opera.

34 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ALUMINIUM
© ipcm © ipcm
“Questo investimento da 20 milioni di euro è iniziato circa un anno fa, quando si concluse il precedente piano quinquennale di sviluppo. I profili provengono dalla due nuove presse di estrusione: le “gabbie”, o vassoi, che li contengono procedono automaticamente verso i forni di trattamento termico per la tempra del materiale, per poi dirigersi a un magazzino intermedio che si occupa della distribuzione dei profili tramite carriponte alle successive linee di produzione, ossia verniciatura, assemblaggio, imballaggio, plastificazione. Oltre a due nuove presse, questo investimento ha previsto l’installazione di una linea di verniciatura verticale cui se ne aggiungeranno altre due: una orizzontale per profili fuori standard e una nuova verticale, anch’essa commissionata a SAT. Inoltre, questa parte della fabbrica include 3 magazzini automatici per le vernici in polvere”.
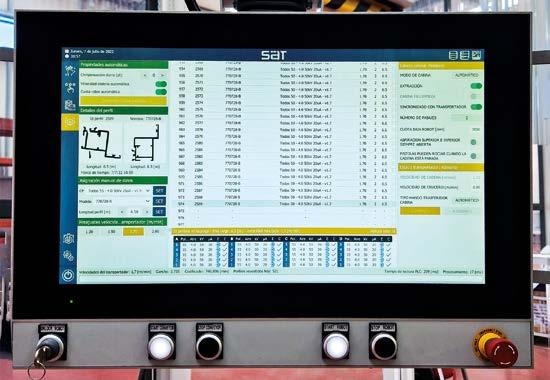
Il processo della linea verticale di verniciatura profili “Il sistema logistico che connette una fase produttiva all’altra è composto da carriponte che trasportano il materiale stoccato sui vassoi. Dopo l’estrusione i profili sono riposti in un magazzino verticale. Quando inseriamo un ordine nel programma gestionale, il sistema preleva il vassoio contenente i profili corrispondenti alla commessa e lo conduce alla rulliera di alimentazione dell’impianto di verniciatura, dove i profili sono scaricati per file e appesi dagli operatori sulla linea. In tutto questo percorso logistico l’unica operazione che richiede l’intervento umano è l’inserimento del gancio di appensione” interviene José Labandeira, responsabile di produzione di questo nuovo stabilimento CORTIZO. “La linea vernicia profili fino a 7,5 metri e incorpora tutte le novità tecnologiche più importanti di SAT. La prima è la spazzolatrice automatica, che esegue un pretrattamento meccanico previo a quello chimico tradizionale, per eliminare i difetti di estrusione dai profili e produrre dunque delle superfici di qualità più alta. Siamo stati la prima azienda cliente di SAT a integrare la spazzolatrice: dapprima nelle sedi slovacca, francese e spagnola di Manzanares (Ciudad Real), poi nelle sedi di Canaria, di Cervera e in Polonia, adesso qui a Padrón.”
“Il pretrattamento chimico prevede uno stadio acido, il suo risciacquo, uno stadio alcalino, il suo risciacquo, un decapaggio, il suo risciacquo, la conversione finale con il suo risciacquo demi” prosegue José Labandeira. “Questa linea è la prima in assoluto installata da SAT dotata di un tunnel di pretrattamento completamente in polipropilene che garantisce numerosi vantaggi: resistenza ai prodotti chimici aggressivi, isolamento termico grazie al materiale plastico, sistema di aspirazione migliorato. Ogni stadio è doppio per raggiungere una qualità di pretrattamento migliore. Dopo l’asciugatura i profili procedono verso le due cabine di verniciatura C-Expert, una per i colori scuri e l’altra per i colori chiari, che incorporano un’altra novità tecnologica di SAT, ossia VISICOAT, il sistema di visione dei profili. Sul pannello di controllo
hi-tech conveyors


FOCUS ON TECHNOLOGY CM AUTOMAZIONE srl - FA Ganci Uffici e produzione: Via Monte Bianco 20 - 20833 Giussano (MB) - IT p. +39.0362.314075 - f. +39.0362.861222 - info@cmautomazione.it www.cmautomazione.it
della cabina appare una foto del profilo in arrivo e, automaticamente, cabina e apparecchiature di applicazione attribuiscono i parametri di verniciatura corretti, ossia velocità, quantità di polvere erogata, distanza delle pistole dai profili, tensione applicata e così via. Naturalmente abbiamo inserito previamente i dati relativi ad ogni singola tipologia di profilo prodotta dall’azienda, dunque il sistema di visione effettua una comparazione fra la banca dati e ciò che legge in arrivo sulla linea di verniciatura. L’applicazione avviene con pompe OptiSpray 01 con Smart-InLine Technology di Gema. È la prima esperienza di CORTIZO con l’alimentazione in fase densa” precisa José Labandeira. “Su tutti gli altri impianti di verniciatura che possediamo qui a Padrón o negli altri 8 centri produttivi utilizziamo la tecnologia con iniettori Venturi. Dalle prime esperienze di applicazione, devo dire che il risultato è molto migliore. Dobbiamo ancora verificare se la manutenzione è davvero così ridotta al minimo da giustificare un investimento nettamente più alto”.
L’impianto SAT a piena operatività su tre turni ha una capacità impressionante: 50 tonnellate al giorno. Al momento i cambi colore sono 7 -8 al giorno, un numero più alto di quella che sarà la media dell’impianto una volta a regime. L’investimento è stato pensato per lotti molto grandi e produttività elevate.
Alla fine del ciclo di verniciatura e dopo la polimerizzazione, i profili
giungono alla piattaforma di scarico, dove compare la quarta innovazione di SAT, ossia il sistema di sgancio automatico dei profili. Dopo lo scarico e il posizionamento dei profili sui vassoi di trasporto, il sistema logistico della fabbrica separa il materiale verniciato in tre diversi accumulatori che alimentano rispettivamente la linea di assemblaggio, plastificazione e imballaggio. I vassoi corrispondenti sono richiamati sempre in modo automatico per procedere alla lavorazione successiva. “I polmoni di accumulo sono fondamentali perché la linea di verniciatura ha una produttività molto più alta delle tre linee che la seguono, dunque l’accumulo consente di non mischiare i vassoi destinati alle diverse linee” conclude José Labandeira.
Analisi degli elementi innovativi integrati nell’impianto di CORTIZO


VISICOAT
L’esclusivo Vision Recognition System sviluppato specificamente per le linee di verniciatura verticali introduce l’IA per controllare il processo di rivestimento dei profili in alluminio. Grazie alla stretta collaborazione tra SAT e Gema, VISICOAT è in grado di riconoscere la sezione trasversale dei profili ed eseguire autonomamente il processo di verniciatura attraverso una sofisticata soluzione IA.
Profili in uscita dal tunnel di pretrattamento. Profili verniciati in uscita dal forno di polimerizzazione.
36 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ALUMINIUM
© ipcm © ipcm
AUTOMATED UNLOADER



Si tratta di una tecnologia all’avanguardia in grado di gestire lo scarico di profili di qualsiasi forma, peso e lunghezza in modo più semplice ed efficiente. Utilizza cinque nastri elicoidali, o convogliatori, per spostare i profili di alluminio dalla posizione verticale a quella orizzontale durante lo scarico. Una volta che i componenti raggiungono la posizione orizzontale, sono trasportati sul tavolo di scarico motorizzato per la movimentazione. Questo sistema di scarico a cinque nastri è progettato per movimentare profili di alluminio estruso di lunghezza compresa tra 2 e 8 metri. L’Automated Unloader consente al cliente di scaricare i profili dal proprio impianto verticale di verniciatura senza regolare la posizione del sistema di scarico. È in grado di eliminare gli spazi tra i profili estrusi sulla linea e di ridurre al minimo le deformazioni e le flessioni dei pezzi mentre si muovono lungo la curva verticale del trasportatore.
THE BRUSHER
La nuova spazzolatrice verticale è posta in linea prima dell’ingresso del tunnel di pretrattamento chimico. Lo scopo è quello di eseguire un pretrattamento meccanico della superficie dei profili. Sono tre i principali vantaggi derivanti da un trattamento meccanico prima di quello chimico:
• THE BRUSHER rimuove una parte rilevante delle particelle di alluminio (trucioli) e lo sporco proveniente dal processo di estrusione o da uno stoccaggio non ideale, riducendo drasticamente l’incidenza dei difetti superficiali.
• THE BRUSHER permette di irrugosire la superficie del profilo, aumentandone la superficie complessiva e favorendo un attacco chimico più completo. Ciò conferisce la possibilità di ridurre la concentrazione di prodotti chimici all’interno della vasca o di ridurre i tempi di contatto: in ogni caso si riduce il consumo di prodotti chimici nel tunnel di pretrattamento.
Increase your productivity WITH SELF-LEARNING plastic, carbon
Il pannello del sistema VISICOAT.
ASSISTANCE robotics@Lestausa.com www.LestaUSA.com
ROBOT FOR FINISHING1OPERATOR REQUIRED SELF-LEARNING ROBOT Metal,
parts FOCUS ON TECHNOLOGY
© ipcm
• THE BRUSHER aumenta l’adesione della polvere sulla superficie in alluminio, garantendo ottime prestazioni di aderenza. Grazie alle 3 coppie di spazzolatrici, l’intensità dell’azione meccanica può essere regolata in base al risultato desiderato (variando i giri per minuto delle spazzolatrici e la loro velocità verticale).
C-EXPERT
È la nuova cabina di verniciatura in polvere verticale. Le sue caratteristiche principali sono:
• Integrazione completa con GEMA CM 4.0
• Migliora la penetrazione della vernice in cavità difficili, anche ad alta velocità di trasporto
• Sviluppata specificamente per funzionare con Visi1 Vision System




• Cambio colore rapido
• Ciclone apribile (opzionale).
CORTIZO: record storico di vendite nel 2021
Il gruppo fondato da Manuel Cortizo Soñora nel 2021 ha fatturato il 47% in più rispetto a prima della pandemia da Covid. L’internazionalizzazione gioca sicuramente un ruolo chiave in questo successo dal momento che quasi il 60% delle vendite del Gruppo sono esportazioni verso l’Europa e in piccola percentuale verso le Americhe.
I mastodontici investimenti realizzati negli ultimi 6 anni hanno sicuramente sospinto questa crescita. Oggi il Gruppo CORTIZO possiede 17 linee di verniciatura di cui due orizzontali a Padrón, una in Romania, una in Portogallo, una in Polonia, una in Svolacchia e 8 verticali. Di queste ben 7 sono di SAT.
“SAT è in grado di fornire una tecnologia all’avanguardia, in linea con la nostra filosofia: per tutte le nostre fabbriche cerchiamo fornitori che condividano l’approccio all’automazione, alla digitalizzazione, all’Industria 4.0 e, naturalmente, alla sostenibilità” conclude Alberto Freire.
 Da sinistra in alto in senso orario: applicazione delle polveri con tecnologia SIT di Gema; i powder center delle due cabine C-Expert; Il sistema di scarico automatico con cinque cinte di trasporto; gli accumulatori che contengono i profili verniciati da smistare verso le linee di assemblaggio, imballaggio e plastificazione.
Da sinistra in alto in senso orario: applicazione delle polveri con tecnologia SIT di Gema; i powder center delle due cabine C-Expert; Il sistema di scarico automatico con cinque cinte di trasporto; gli accumulatori che contengono i profili verniciati da smistare verso le linee di assemblaggio, imballaggio e plastificazione.
38 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ALUMINIUM
© ipcm © ipcm © ipcm © ipcm


www.gemapowdercoating.com High-quality solutions for powder coating Gema Europe Srl | Via Goldoni, 29 20090 Trezzano s/N | Italy T +39 02 48 400 486 F +39 02 48 400 874
ATENA: innovazione, design, sostenibilità anche nella verniciatura con un sistema di trattamento acque personalizzato
Alessia Venturi, ipcm®
Presente sul mercato dell’edilizia dal 1988 e leader nella progettazione e realizzazione di controsoffitti e rivestimenti metallici per l’architettura, Atena è un’azienda multi mercato, multi prodotto e multi canale caratterizzata da un modello di business focalizzato su tre punti di forza: la flessibilità, la diversificazione e l’autonomia. Nell’ambito di un ampio programma di investimento avviato nel 2021, è stata eseguita una serie di interventi in ottica 4.0 tra cui, l’acquisto di moderni macchinari per la lavorazione del metallo e l’installazione di un impianto di ultima generazione per il recupero, la filtrazione e la rimessa in circolo delle acque provenienti dal processo di verniciatura, fornito da Avin di San Martino al Tagliamento (Pordenone) con chimica sviluppata da NoxorSokem di Cusano di Zoppola (Pordenone).
Lostabilimento di Atena a Gruaro (Venezia) è un sito produttivo all’avanguardia, sede di quattro unità di business specializzate nella progettazione e produzione di controsoffitti metallici, rivestimenti per facciate architettoniche, allestimenti navali e sistemi costruttivi a secco. Qui si svolgono tutti i processi produttivi, dal taglio del coil e della
lamiera ai trattamenti di finitura del metallo. Tra le recenti commesse di fornitura si segnalano il Museo di Jesolo, le sedi di Ote azienda tedesca, leader nel settore delle telecomunicazioni, di Apple in Israele, Samsung in Slovacchia, la metro station di Tel Aviv, gli store di Balenciaga in Italia, Olanda, Marocco e Spagna, l’Aeroporto di Tenerife. E, ancora, le sedi di

FOCUS ON TECHNOLOGY SPECIAL ISSUE ON ALUMINIUM
© Atena
a Caorle. Nel settore navale i prodotti Atena trovano ampio impiego nelle navi da crociera di MSC, Costa Crociere, Carnival Cruise Line, Royal Carribean. Dopo due anni di pandemia, il fatturato del 2021 ha segnato un + 44% superando i 44 MIO di euro. Una tendenza in crescita, confermata dagli andamenti del turnover e del portafoglio ordini, del primo semestre 2022. Una delle ragioni di questo successo è il solido e costante programma di investimenti che Mauro Barbuio – presidente e titolare di Atena - ha portato avanti negli anni per aggiornare impianti, attrezzature e siti produttivi al fine di rendere la propria organizzazione indipendente in termini di progettazione e produzione. Tutte le lavorazioni sono, infatti, eseguite presso lo stabilimento di Gruaro, sede direzionale e di tutte le attività di staff. La progettazione e il controllo qualità interni e veloci, nonché una catena molto corta di tutti i processi rappresentano fattori competitivi importanti, perché mantengono l’autonomia dell’azienda rispetto ai mercati e ne favoriscono l’innovazione, grazie agli input e alle contaminazioni derivanti dai diversi segmenti sui quali l’impresa opera.
In quest’ottica, si inserisce il piano di investimenti avviato nel 2021 che comprende una serie di interventi per il miglioramento del sistema produttivo, la riduzione dei costi e degli impatti ambientali. Fiore all’occhiello del programma di sviluppo, la realizzazione del nuovo capannone industriale, adiacente al sito produttivo di Gruaro. L’edificio si estende su una superficie di c.a. 14.000 metri quadri di cui 3.000 coperti:
un centro autonomo di produzione, stoccaggio e distribuzione, alimentato da un impianto fotovoltaico dedicato, totalmente interconnesso e automatizzato con sistemi di controllo e monitoraggio da remoto di tutti i processi, impianto fotovoltaico e cabina elettrica compresi. Nel quadro dell’ambizioso programma di interventi Industria 4.0 rientrano anche l’acquisto di una serie di macchinari per la lavorazione del metallo e l’installazione di un impianto di ultima generazione per il recupero, la filtrazione e la rimessa in circolo delle acque di verniciatura. Per questo progetto, Atena si è affidata all’esperienza di Avin e NoxorSokem, due aziende italiane specializzate nel settore dei trattamenti di superficie. Mentre Avin ha sviluppato la parte impiantistica, NoxorSokem è intervenuta per la parte chimica, insieme hanno implementato un processo di trattamento chimico-fisico a scarico zero delle acque, che ne consente il riutilizzo durante la fase di pretrattamento alla verniciatura. L’unione delle competenze di queste due aziende si traduce in sistemi per il trattamento delle acque, altamente digitalizzati e personalizzati in base alle specifiche esigenze del cliente, alle caratteristiche dei cicli di lavorazione e alle prestazioni degli impianti di pretrattamento già esistenti.

Foto di apertura: soffitto decorativo in metallo su misura installato su nave da crociera, prodotto da Atena (Gruaro, Venezia), azienda italiana leader nel suo mercato proprio grazie a queste operazioni di artigianato industriale.
 Duka a Bressanone, Sanofi a Panama, l’hotel Monaco e l’hotel The One
Una lamiera stirata verniciata a polvere con finitura metallica e il sistema di depurazione delle acque reflue di pretrattamento.
Duka a Bressanone, Sanofi a Panama, l’hotel Monaco e l’hotel The One
Una lamiera stirata verniciata a polvere con finitura metallica e il sistema di depurazione delle acque reflue di pretrattamento.
41international PAINT&COATING magazine - SEPTEMBER/OCTOBER 2022 - N. 77 FOCUS ON TECHNOLOGY
© ipcm© ipcm
Caratteristiche del sistema di trattamento acque L’impianto di trattamento acque sviluppato da Avin e NoxorSokem è in grado di trattare l’acqua con una portata continua totale fino a 800 It/h. Il sistema prevede un serbatoio di stoccaggio dell’acqua di risciacquo, rinnovata in ciclo continuo, e un serbatoio per lo stoccaggio dei concentrati. Attraverso un processo chimico-fisico, l’acqua da trattare arriva alla prima sezione di deposito tramite un sistema di pompaggio, dove decanta prima di passare alla fase di disoleazione. L’acqua disoleata viene, quindi, immessa nella terza stazione dove viene biologicamente depurata per raggiungere la vasca di accumulo e rilancio; successivamente viene inviata al comparto di chiarificazione finale per la rimozione di eventuali impurità non trattenute nella sedimentazione. Il contro lavaggio della colonna di chiarificazione e dei carboni attivi viene, quindi, effettuato con acqua prelevata dopo filtrazione. Successivamente l’acqua rientra in circolo per le operazioni di lavaggio dei pezzi da verniciare, evitando costi di smaltimento e la formazione continua di acque reflue di rifiuto. Un sistema questo ad alta prestazione, che favorisce la diminuzione degli sprechi e ottimizza gli impatti economici relativi allo smaltimento delle acque, garantendo, al contempo, la protezione dell’ambiente da elementi nocivi. “Insieme ad Avin e NoxorSokem” chiarisce Monica Jogna Prat, Facility Manager e Responsabile Qualità e Certificazioni di Atena – “abbiamo studiato il processo chimico-fisico più adatto alle esigenze di Atena. Nello specifico, per determinare il grado di abbattimento degli inquinanti, abbiamo eseguito delle prove di trattamento presso il laboratorio Noxor, a



cui sono seguite una serie di analisi tecniche. Avin si è poi occupata dell’integrazione con la fase di pretrattamento esistente e di tutta la parte di gestione digitale e monitoraggio dei parametri operativi, mentre NoxorSokem é intervenuta, dalla fase di avviamento in poi, con un servizio di assistenza programmata, volto a garantire le migliori condizioni operative per il funzionamento dell’impianto, attraverso un supporto tecnico dedicato e analisi periodiche del refluo prima e dopo la fase “L’impiantodepurativa”.di pretrattamento di Atena”- afferma Morgan Infanti, CEO di Avin – “mostrava un trascinamento importante dello sgrassaggio, con versamenti sulle successive vasche di lavorazione. Fenomeno questo dovuto, in particolar modo, alle caratteristiche dei pezzi trattati, caratterizzati da un’estesa superficie micro-forata. Per effetto di tale circostanza, in alcuni casi, sono state rilevate delle esfoliazioni sulla superficie metallica dei prodotti. Dopo l’installazione del sistema di trattamento acque, con la messa a punto da parte di NoxorSokem di una chimica adatta al processo in bagno alcalino, come quello in uso presso Atena, la qualità della verniciatura è stata stabilizzata, sia a livello di adesione, sia in termini di resistenza in nebbia salina: il bagno attivo viene, infatti, rinnovato in continuo, mentre lo scarico è controllato e un sistema di allarmi consente di correggere in tempo reale i parametri fuori standard, prima di causare gli scarti di produzione”.
Finiture di pregio
Per la finitura della superficie metallica Atena utilizza una pluralità
Il pannello di controllo del sistema WWT e il tunnel di pretrattamento.
42 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ALUMINIUM
© ipcm © ipcm
di tecniche decorative come tagli laser, modanature, forature artistiche, verniciature nanotecnologiche, sublimazioni e stampe digitali di ultima generazione, che consentono fedeli riproduzioni di immagini e materiali naturali come legni, marmi, Cor-Ten e metalli “Tutteinvecchiati.lelavorazioni”


 - spiega Monica Jogna Prat
- spiega Monica Jogna Prat
- “sono eseguite all’interno dello stabilimento Italiano, dove ha sede anche il reparto di finitura, una divisione in costante evoluzione, che utilizza esclusivamente inchiostri e sostanze prive di composti organici volatili, opera con immagini ad altissima risoluzione e metriche di controllo puntuali.
Per la verniciatura della superficie metallica, vengono utilizzate vernici certificate Qualicoat 1 e 2, polveri conformi allo standard NCS, colori a campione e trattamenti speciali come gli
 Soffitti in metallo su misura ideati e prodotti da Atena. Atena
Soffitti in metallo su misura ideati e prodotti da Atena. Atena
FOCUS ON TECHNOLOGY
©
© ipcm
antibatterici o i finissage materici. Le prestazioni dei processi di sublimazione, stampa digitale e verniciatura sono state certificate per il settore navale, dove è richiesta un’elevata qualità tecnica e il tassativo rispetto dei requisiti di reazione al fuoco, resistenza alla corrosione e durabilità in ambiente marino. Sia per le vernici in polvere, sia per gli inchiostri da stampa, la scelta del fornitore dipende, quindi, dalle specifiche esigenze di progetto.”
Impegno ambientale
A favore di un business sempre più ecosostenibile, tutti i prodotti Atena sono realizzati utilizzando energia proveniente da fonti rinnovabili e materiali riciclati e riciclabili a elevata durabilità: al termine del loro ciclo vita diventano rifiuti non pericolosi e possono essere sottoposti a demolizione selettiva, riciclo o riutilizzo. Mappati secondo il nuovo protocollo Leed V4.1, rispettano i requisiti C.A.M. e sono corredati da Dichiarazioni Ambientali Certificate EPDs di tipo III. Lo stabilimento è totalmente alimentato da fonti rinnovabili, sia mediante l’acquisito di energia certificata, sia attraverso l’impianto fotovoltaico che, con la nuova installazione, raggiunge la produzione di 1 “GliGWh.obiettivi


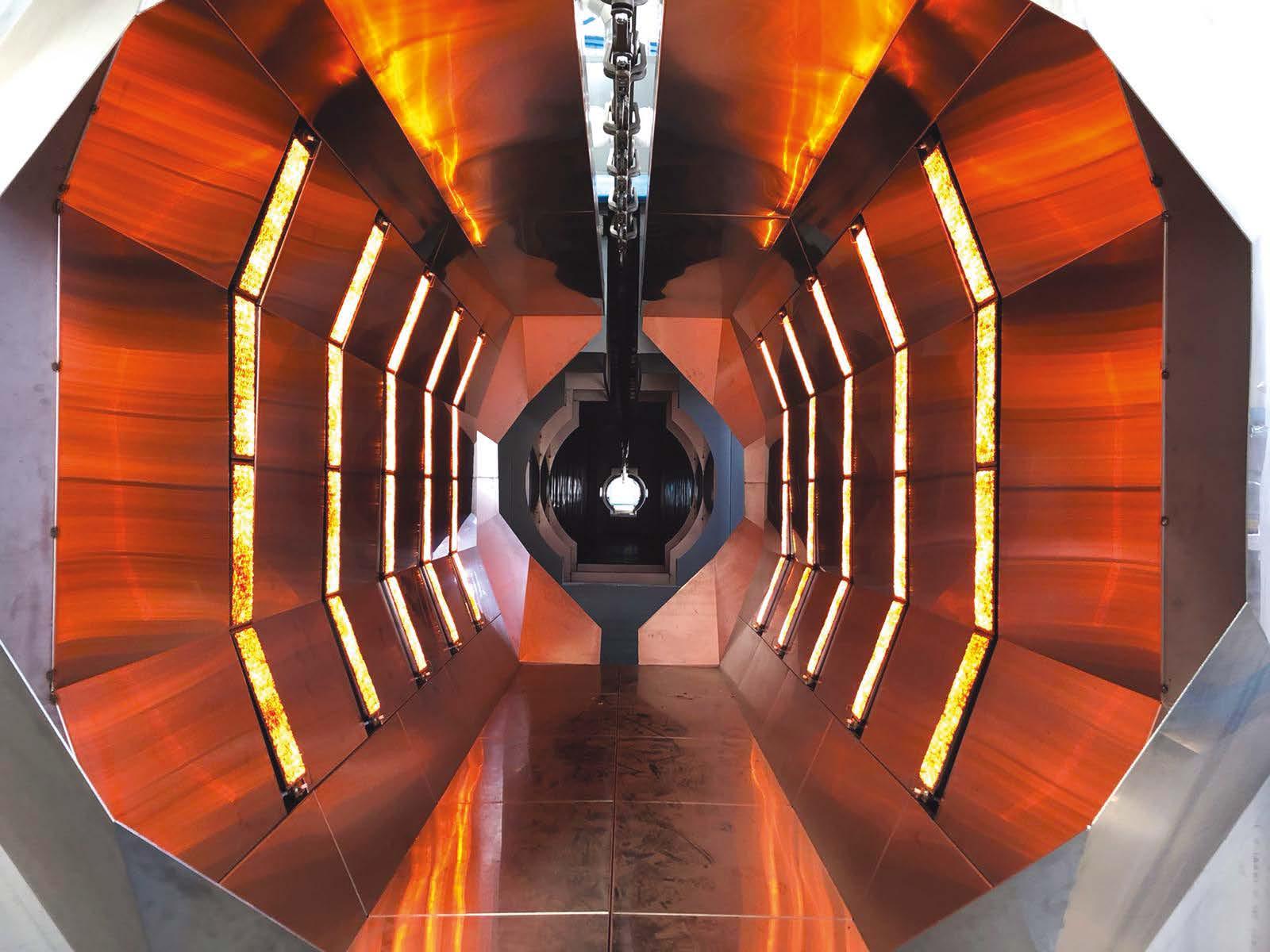
che ci siamo posti” - dichiara Mauro Barbuio – “sono frutto di una visione pragmatica e strettamente legata alle dinamiche di un mercato in continua evoluzione. Come tutti, operiamo all’interno di scenari macroeconomici a complessità crescente, caratterizzati da un’accelerazione degli impatti lungo tutta la filiera che richiedono flessibilità e velocità di adattamento. E da questo punto di vista siamo pronti a rispondere alle nuove dinamiche in atto”.
AlcuniDall’alto:pannelli
piani trattati nel reparto di verniciatura di Atena.
La cabina di verniciatura a polvere.
44 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ALUMINIUM
© ipcm
INFRARED RADIANT GAS SYSTEMS FOR THERMAL TREATMENTSwww.infr a g a s . c o m
Con 40 anni di esperienza nel settore dei profili in alluminio, le aziende Aluminios Galisur – Proylac conoscono molto bene le esigenze del settore. Questo è il motivo per cui hanno trascorso 4 anni a rivoluzionare completamente la logistica produttiva della fabbrica di Siviglia e a investire in macchinari e linee di produzione nuovi e molto più efficienti. Questo processo ha portato l’azienda Proylac a installare una nuova linea verticale di verniciatura dei profili fornita da Euroimpianti, che ha più che raddoppiato la produttività della vecchia linea e dimezzato il consumo di risorse naturali.
 SPECIAL ISSUE ON ALUMINIUM
SPECIAL ISSUE ON ALUMINIUM
Aumento della produzione fino all’80% e dell’efficienza energetica grazie a un impianto verticale di ultima generazione: la storia di successo di Proylac, Protecciones y Lacados
Alessia Venturi, ipcm®
Una delle pergole con profili in alluminio di Proylac.
© Proylac
46 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine FOCUS ON TECHNOLOGY
Coni costi energetici di gas ed elettricità in continuo aumento in una corsa che sembra non avere fine, effettuare investimenti che puntano all’efficienza energetica e al risparmio di risorse e materiali è fondamentale.
In alcuni casi, questa esigenza è strettamente correlata alla necessità di rivoluzionare completamente l’organizzazione produttiva di un’azienda, per esempio per migliorarne il flusso produttivo, ridurre al minimo la logistica e la manipolazione dei materiali, e mettere ordine nelle diverse fasi produttive. Questo accade soprattutto quando c’è un cambio generazionale – voluto o forzato – alla guida di un’azienda. Ed è proprio quello che è successo a Protecciones y Lacados S.L., un’azienda di estrusione, verniciatura e anodizzazione di profili in alluminio per l’architettura e l’industria di Alcalá de Guadaíra, Siviglia, che, insieme a Aluminios Galisur S.L., costituisce il gruppo di aziende della famiglia López Conde, oggi guidato da Jesús López Conde, figlio del fondatore. Un vastissimo programma di investimenti di diversi milioni di euro che, avviato 4 anni fa, ha rivoluzionato totalmente l’organizzazione produttiva, non solo dal punto di vista dell’efficienza ma anche della produttività. Infatti, grazie all’investimento in due impianti di verniciatura di Euroimpianti Spagna – un impianto a carosello nel 2019 e un impianto verticale di nuova concezione a fine 2021, che ha sostituito il vecchio impianto – Proylac ha ottenuto un aumento dell’80% della verniciatura verticale dei profili e fino al 50% della verniciatura orizzontale della lamiera e dei piccoli lotti di colore, un consumo pressoché dimezzato di risorse energetiche e la completa automatizzazione di tutte le fasi produttive. “Ai tempi di mio padre, il concetto di sviluppo industriale corrispondeva alla massima produttività, magari investendo in macchinari e impianti sovradimensionati, anche dal punto di vista dei consumi e della potenza energetica”, afferma Jesús López Conde. “Tuttavia, oggi Proylac ha cercato di investire in impianti che fossero efficienti dal punto di vista energetico
e che fossero il più elettrici possibile in modo da sfruttare l’energia fornita dai pannelli solari che ricoprono il tetto della fabbrica”.
Oltre 40 anni nel settore dei profili in alluminio Aluminios Galisur S.L iniziò la sua attività nel 1978 a Siviglia per distribuire profili in alluminio e accessori per il settore della carpenteria in alluminio. Penetrò così nella parte meridionale della Spagna, fino ad allora ancora poco industrializzata.

“Mio padre iniziò a lavorare come commerciale in una società di vendita di alluminio chiamata ‘La Viuda del Tornante’, ad Alicante. Era responsabile dell’area di Siviglia, Cadice e Badajoz. In poco tempo diventò il commerciale che vendeva più alluminio di quell’azienda”, ci racconta Jesús López Conde. “Nel 1978 decise di aprire da solo un magazzino a Siviglia: nasce Aluminios Galisur, in un capannone di 150 m2, per distribuire l’alluminio di Enespan, l’industria statale dell’alluminio. L’azienda cresceva molto bene e all’inizio degli anni ‘80 decise di trasferirsi ad Alcalà de Guadaíra, acquisendo un’azienda di verniciatura, Protecciones y Lacado (Proylac), che aveva sede lì: è così che iniziò l’attività industriale di Aluminios Galisur. Quel periodo rappresentò un boom per la Spagna perché fu il momento del passaggio dalla dittatura alla democrazia e dell’ingresso, nel 1986, nell’Unione Europea. Molto è stato costruito in quegli anni e il settore dell’architettura e dell’alluminio ha conosciuto una crescita molto rapida. Ecco perché mio padre, con il suo socio di allora, decise di introdurre i propri sistemi in alluminio per architettura e ampliare così la produzione di Proylac – il cui primo cliente era, ed è tuttora, Aluminios Galisur – con l’estrusione con matrici proprie. Nel 1984 fu acquistata la prima pressa per estrusione e, un investimento dopo l’altro, nel 2000 lo stabilimento era già completo, con 3 presse per l’estrusione e un impianto di verniciatura verticale. Fu allora che i due soci decisero di separarsi; la mia famiglia mantenne entrambi i
 Una delle presse di estrusione e il magazzino delle matrici.
Una delle presse di estrusione e il magazzino delle matrici.
47international PAINT&COATING magazine - SEPTEMBER/OCTOBER 2022 - N. 77 FOCUS ON TECHNOLOGY
© ipcm © ipcm
marchi, Protecciones y Lacados e Alluminios Galisur”. “Mio padre è morto per una malattia improvvisa nel 2016 e io ho sono passato a capo dell’azienda. Venivamo dal periodo di crisi del 2008, che fu piuttosto grave e si protrasse fino all’inizio del 2014, quando iniziammo a notare un miglioramento nel mercato. L’azienda era economicamente sana ma da 8 o 9 anni non effettuava investimenti tecnologici. Per essere competitivi in un mercato globale, dovevamo investire in tecnologia e riorganizzare il flusso produttivo in modo più efficiente. L’azienda Proylac era cresciuta acquisendo capannoni e il magazzino di Galisur si trovava proprio al centro dello stabilimento: la produzione non aveva la logistica che avrebbe dovuto avere e c’era un’eccessiva manipolazione dei materiali tra i diversi reparti produttivi. Abbiamo deciso di fare uno scambio di capannoni, così Galisur è rimasta con 5.000 m2 mantenendo il magazzino in posizione centrale, e Proylac con 12.000 m2 produttivi (che oggi sono 20.000): qui siamo riusciti ad ottenere un ordine logistico della produzione in linea e vi abbiamo trasferito i macchinari da una fabbrica che avevamo a Murcia (Extrusionados Levante)”.
Una rivoluzione produttiva in 4 anni Attualmente la struttura produttiva del Gruppo GP (Galisur-Proylac) è organizzata come segue:
• un reparto di estrusione con due presse da 7 pollici ciascuna: una è dotata di sistema di raffreddamento ad acqua ed è predisposta per i profili più pesanti e le leghe che necessitano di un raffreddamento maggiore;
• un reparto matrici, per la preparazione e la rettifica degli stampi di estrusione;
• un magazzino matrici con 5.000 referenze attive, sia originali sia di proprietà dei clienti;
• un reparto di nitrurazione con due forni, granigliatura e lavaggio degli stampi;
• un reparto di verniciatura con due linee Euroimpianti;


• un reparto di anodizzazione (vedi articolo successivo);
• un reparto di sublimazione;
Panoramica dell’impianto verticale che vernicia profili di 7 metri di altezza, progettato e installato da Euroimpianti e il ventaglio di carico dell’impianto verticale.
48 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ALUMINIUM
© ipcm © ipcm
• un reparto di rottura del ponte termico e assemblaggio; • un reparto per il taglio di precisione e la lavorazione meccanica dei

“Daprofili.4anni stiamo rivoluzionando l’intera struttura dell’azienda, acquisendo nuovi macchinari e aggiornando quelli che già avevamo”, afferma Manuel Contreras, responsabile qualità di Proylac. “Quello che ha prevalso in questo investimento di diversi milioni di euro è stata la ricerca di soluzioni più efficienti a livello energetico, a partire dal tetto del capannone, che è ricoperto di pannelli solari per ottenere l’autoalimentazione dello stabilimento. Le presse hanno un sistema di riscaldamento delle billette che sfrutta il calore residuo per riscaldare la prima camera del forno, ottenendo così un notevole risparmio energetico. Nella scelta del fornitore degli impianti di verniciatura abbiamo scelto Euroimpianti perché era l’engineering che più di tutti ci convinceva in termini di efficienza energetica, ossia per per l’ottimo utilizzo dell’energia nei suoi progetti”. “Abbiamo visto diversi impianti di Euroimpianti e ci è piaciuta la loro produttività e il loro design” aggiunge López Conde. “Sia l’impianto a carosello che quello verticale hanno un consumo prevalentemente elettrico e questo ci permette di sfruttare l’energia prodotta dai


Painting for all
Il tunnel di pretrattamento. your surface to
FOCUS ON TECHNOLOGY
© ipcm
Bringing
perfection. Dürr offers painting solutions from manual to automatic application, high-quality and easy to integrate. www.verind.it
industries
nostri pannelli solari. Il forno di polimerizzazione, che funziona a gas, è dotato di un sistema che recupera il calore residuo per alimentare il forno di essiccazione. I risciacqui a cascata e un uso molto parsimonioso dell’acqua ci hanno permesso di ridurne di quasi la metà il consumo. Un altro punto molto importante è che l’impianto verticale di Euroimpianti, che integra tutte le ultime tecnologie del marchio, ha più che raddoppiato la produzione che avevamo con il vecchio impianto. Oggi stiamo producendo una media di 400-500 profili all’ora, con una velocità della linea di 1,7 m/min, vale a dire la velocità che abbiamo chiesto a Euroimpianti”.

Caratteristiche della linea di verniciatura verticale “Una volta che il profilo estruso esce dalla tavola di raffreddamento, viene tagliato su misura in base alla richiesta del cliente e condotto ai forni di invecchiamento attraverso un sistema di impilamento automatico. Dopo l’invecchiamento, i lotti grandi dello stesso colore, tutti i lotti di colore bianco e le basi per l’effetto legno sono verniciati nell’impianto verticale, mentre lotti corti o urgenti sono verniciati in quello orizzontale”, spiega Manuel Contreras. “Possiamo verniciare profili fino a 7 metri di lunghezza in entrambi gli impianti. L’impianto verticale ha sostituito un
vecchio impianto che aveva una produttività molto limitata per la tipologia di appensione che aveva. Proylac cercava maggiore produttività ed efficienza: le abbiamo trovate nella tecnologia Euroimpianti”. La linea verticale progettata da Euroimpianti è dotata di un sistema automatico di carico del materiale per evitare la manipolazione eccessiva dei profili. Non appena esce dalle presse, viene automaticamente distribuito in ciascun reparto produttivo. Il carroponte automatico raggiunge l’impianto di verniciatura, deposita i profili sul piano di carico dove gli operatori li forano e li caricano sull’ascensore da dove raggiungono i bagni di pretrattamento. Il ciclo di pretrattamento consiste in un primo attacco alcalino (da 1 a 2 gr/m2 di attacco), doppio risciacquo con acqua osmotizzata, attacco acido neutro (da 1 a 2 gr/m2), doppio risciacquo con acqua osmotizzata, risciacquo con acqua demineralizzata e una passivazione esente cromo. I prodotti chimici sono di Alsan – Alvarez Schaer. “Tutte le fasi di pretrattamento sono in cascata ma il sistema è dotato di un anello di nebulizzazione per pulire il materiale tra i diversi stadi e separarli, quindi non c’è contaminazione tra questi”, spiega Manuel Contreras. “Inoltre, l’anello di nebulizzazione funge da alimentatore automatico di acqua pulita alle vasche. Grazie a questi accorgimenti
 Le cabine con forma di diamante sono equipaggiate con 24 erogatori Gema ciascuna.
Il powder center con iniettori Venturi di una delle due cabine dell’impianto verticale.
Le cabine con forma di diamante sono equipaggiate con 24 erogatori Gema ciascuna.
Il powder center con iniettori Venturi di una delle due cabine dell’impianto verticale.
50 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ALUMINIUM
© ipcm © ipcm
tecnici, il consumo di acqua è stato ridotto da 4 a 1,8 m3 all’ora. Le vasche hanno un sistema di purga automatico dell’alluminio che mantiene i bagni di attacco e convesione i più stabili Dopopossibile”.ilpretrattamento, i profili sono asciugati utilizzando il calore residuo del forno di polimerizzazione nel forno di essiccazione: il nuovo sistema di Euroimpianti sfrutta il calore residuo del forno di polimerizzazione per alimentare il forno di essiccazione, ottenendo così un notevole risparmio energetico. Per l’applicazione della polvere, la linea dispone di due cabine automatiche “a diamante”, con le pistole posizionate a formare una curva. Entrambe le cabine sono attrezzate per un cambio colore rapido e possono funzionare in parallelo: una cabina vernicia solo bianco, che rappresenta il 70% della produzione di Proylac, la seconda cabina vernicia qualsiasi altro colore. Ogni cabina dispone di 24 pistole e di un sistema di rilevamento automatico per regolare l’altezza delle pistole in base alla lunghezza della barra. L’alimentazione della polvere avviene con iniettori tradizionali Venturi e ogni cabina è attrezzata con un sistema di dosaggio della polvere per sacchi da 500 kg, al






 La zona di scarico.
La zona di scarico.
FOCUS ON TECHNOLOGY www.freilacke.de
© ipcm
posto del big bag. “Un vantaggio di questa linea verticale è la possibilità di verniciare profili molto piccoli grazie al nuovo sistema con filo di Euroimpianti, che permette di unire i profili più sottili in modo che non si colpiscano fra loro e rimangano tesi. Questo sistema automatico inserisce nell’estremità inferiore del profilo un filo che si rompe al termine del processo, lasciando un segno molto piccolo nella parte bassa del profilo”, conclude Manuel Contreras. “L’impianto si completa con il sistema di sverniciatura al laser dei ganci di Euroimpianti, un’altra opzione che abbiamo preferito alla sverniciatura chimica, perché anche il laser è alimentato dai pannelli solari”.

La missione di Proylac: offrire un servizio ai propri clienti “In Proylac prendiamo in grande considerazione le esigenze dei clienti: tempi di consegna molto brevi e un alto livello di qualità nella finitura dei nostri profili sono essenziali per fornire un servizio al top”, dichiara Jesús López Conde. “Per questo abbiamo deciso di investire in una seconda linea di verniciatura, questa volta orizzontale, che funziona da un paio d’anni e che inizialmente affiancava il vecchio impianto verticale. Euroimpianti ci ha fornito un impianto a carosello per verniciare la lamiera e i lotti di poche barre, inferiori a 100, che non sarebbe produttivo o efficiente effettuare nell’impianto verticale. Per lo stesso motivo, ossia per fornire un servizio all’avanguardia ai clienti, abbiamo deciso di investire in un impianto di anodizzazione, nonostante mio padre fosse stato sempre contrario all’introduzione dell’anodizzazione nel nostro stabilimento. Tuttavia, quando Alsan, che era già il nostro fornitore di prodotti chimici per il pretrattamento, ci ha presentato Anodikit® ZONE, il loro concept molto avanzato di impianto di anodizzazione compatto, non abbiamo avuto dubbi: l’anodizzazione sarebbe stato il nostro prossimo investimento!”.
Leggi l’articolo seguente per conoscere i dettagli del progetto Anodikit® ZONE in Proylac.


L’impiantoDall’alto: orizzontale a carosello disegnato da Euroimpianti per la finitura di piccoli lotti e della lamiera. Nell’impianto a carosello la cabina, il powder center, i moduli di comando delle pistole e i filtri sono montati su una piattaforma mobile.
Don Jesús López Conde.
52 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ALUMINIUM
© ipcm © ipcm © ipcm
Piazzale Thailandia, 6 58100 Grosseto - Italy ph. +39 0564 425117 Fax +39 0564 info@eurosider.com418833
Proylac – Protecciones y Lacados debutta nel installataANODIKITgraziedell’anodizzazionesettoread®Zone,laprimalineacompattadianodizzazionenelmondo
Sono state molte le difficoltà che nel corso della storia dell’alluminio hanno impedito ai professionisti del settore di iniziare il proprio percorso all’interno del mondo dell’anodizzazione. La necessità di effettuare investimenti elevati, l’esigenza di disporre di ampi spazi fisici per la realizzazione dell’impianto e l’obbligo di assumere molto personale qualificato, tra gli altri fattori, hanno fatto desistere molti imprenditori dall’introdurre uno dei processi più sicuri e di altissima qualità disponibili per proteggere e decorare l’alluminio. Nel 2020 Alsan – Alvarez Schaer ha brevettato ANODIKIT® Zone, un nuovo concetto di linea di anodizzazione automatica compatta, che consente di svolgere questo processo in sicurezza, soddisfacendo anche tutti i requisiti di qualità fissati da Qualanod. In questo modo Alsan ha offerto una soluzione accessibile a tutte quelle aziende reticenti a introdurre una linea di anodizzazione tradizionale nel proprio stabilimento.
 Alessia Venturi, ipcm®
Profili anodizzati.
Alessia Venturi, ipcm®
Profili anodizzati.
FOCUS ON TECHNOLOGY
ipcm©
Traqueste aziende dubbiose c’era Proylac, azienda di Alcalá de Guadaíra, Siviglia, che estrude, vernicia e anodizza profili in alluminio per architettura e industria e che, insieme ad Aluminios Galisur - il suo principale cliente - fa parte del gruppo GP della famiglia López Conde. Pur avendo molti dubbi sulla fattibilità di avere un processo di anodizzazione all’interno del proprio stabilimento, nell’ambito di un programma di investimenti molto vasto di diversi milioni di euro sviluppato in 4 anni (v. l’articolo precedente, N.d.R), Proylac è riuscita a introdurre l’anodizzazione tra i suoi servizi grazie al rivoluzionario concept ANODIKIT® Zone di Alsan. “Con un investimento che è circa 3 volte inferiore a quello di un impianto di anodizzazione standard, Proylac è riuscita ad aggiungere alla propria offerta un servizio molto importante, con tempi di consegna molto brevi, rispondendo così a tutte le richieste del mercato dell’alluminio” commenta Don Jesús López Conde, titolare di Proylac e Galisur. “Abbiamo installato una linea che richiede solo 250 m2 dello stabilimento, si accende e si spegne solo con un pulsante, non necessita di un’autorizzazione ambientale integrata perché i volumi d’acqua utilizzati sono molto inferiori rispetto a una linea tradizionale, e ha bisogno di pochissima manutenzione in quanto è realizzata in plastica e fibra di vetro rinforzata”.
Galisur e Proylac – Leader nel settore dell’alluminio “Aluminios Galisur è un’azienda che offre un’ampia gamma di sistemi in alluminio, che combinano tecnologia avanzata e design per offrire le soluzioni più innovative al settore dell’architettura”, spiega Jesús López Conde. “Galisur è il cliente più importante di Proylac, che è il “braccio esecutivo” del gruppo, sebbene le due società agiscano in modo indipendente sul mercato. Infatti, il 75% del fatturato di Proylac è destinato ai settori industriale e automotive. Anche prima del 2016, quando mio padre era ancora a capo delle società, l’idea di completare la nostra offerta di servizi con un impianto di anodizzazione non ci convinceva. Vedevamo la gestione di una linea di anodizzazione come qualcosa di complicato, inquinante e soprattutto ne rilevavamo il consumo energetico intensivo. Inoltre, la linea doveva rimanere sempre attiva, anche durante le vacanze, richiedendo una manutenzione molto frequente. Per questo, quando abbiamo iniziato a rivoluzionare la struttura produttiva dell’azienda, scommettendo su macchinari e impianti con maggiore efficienza energetica e minor consumo di risorse, abbiamo deciso di non introdurre il servizio di anodizzazione”. “Quando Alsan – che era già il nostro fornitore di prodotti chimici di pretrattamento per le linee di verniciatura – ci ha mostrato questo nuovo
 Panoramica dell’impianto compatto di anodizzazione ANODIKIT® Zone di Alsan che occupa uno spazio di circa 250 m2.
Panoramica dell’impianto compatto di anodizzazione ANODIKIT® Zone di Alsan che occupa uno spazio di circa 250 m2.
55international PAINT&COATING magazine - SEPTEMBER/OCTOBER 2022 - N. 77 FOCUS ON TECHNOLOGY
© ipcm
concept di impianto, ci siamo resi conto che era qualcosa di totalmente diverso da quello che avevamo sempre visto. Immaginavo l’impianto di anodizzazione come una mega infrastruttura di un intero capannone, sempre sporco e molto corroso. Invece, il concept di Alsan era un cubo di 200-250 m2, interamente realizzato in plastica, con poca manutenzione e consumo” continua Jesús López Conde. “Per cominciare con l’anodizzazione, questo concept di Alsan ha rappresentato un grande vantaggio: fino ad allora affidavamo il servizio di anodizzazione all’esterno. Sapevo che la richiesta che avremmo avuto non sarebbe stata sufficiente per coprire un turno dell’impianto, anche se piccolo, ma l’investimento è stato giustificato dalla riduzione dei nostri tempi di consegna, che con un fornitore esterno arrivavano fino a 45 giorni, troppo lunghi per le richieste specifiche dei clienti.
La linea ANODIKIT® Zone è entrata in funzione a gennaio 2022 e siamo molto contenti delle sue prestazioni, produttività e semplicità di gestione”.

Caratteristiche della linea ANODIKIT® Zone
Questo concept di linea compatta e automatica, che non richiede molto spazio nè molto personale per lavorare, è pensato per fornire servizio e qualità e per ritmi produttivi non molto elevati, come sostituzione di ordini, piccoli lotti di colore o ordini da un giorno all’altro. Ha una capacità massima di 100 tonnellate al mese per la classe 10 e 75 tonnellate per la classe 15.

Gli elementi costruttivi della linea sono totalmente diversi da quelli utilizzati in una linea tradizionale: non c’è ferro o acciaio inox, è tutta in plastica, comprese le passerelle, la struttura dove è posizionata la linea, i telai per il montaggio e lo smontaggio, mentre i pilastri di sostegno sono realizzati in fibra di vetro rinforzata, per cui la manutenzione è minima e l’impianto è sempre molto pulito.
ANODIKIT® Zone lavora con 2 soli operatori per
La zona di carico dei telai con i profili da anodizzare: al posto dei comuni telai, Alsan ha brevettato delle ruote girevoli. I profili sono agganciati su telai girevoli progettati su misura per ogni tipologia di profilo.
56 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ALUMINIUM
© ipcm © ipcm
turno, che montano e smontano i profili da trattare.
“Il concept di questo impianto compatto di anodizzazione, unico al mondo e brevettato nel 2020, nasce per rendere accessibile il servizio di anodizzazione a quei clienti che non necessitano di elevatissime capacità produttive o che non possono fare investimenti troppo elevati, o anche che non hanno abbastanza spazio nei loro stabilimenti” esordisce Elia Schaer, CEO di Alsan.



“L’impianto è concepito come un cubo, in modo da poter essere assemblato in uno spazio compreso tra i 200 e i 250 m2, a seconda delle fasi di processo di cui il cliente ha bisogno.


L’impianto si dispone su due livelli: al piano inferiore si trovano le vasche che raccolgono i bagni chimici e i risciacqui più le pompe e i circuiti idraulici, al piano superiore le vasche di processo. É costruito in forma cubica e compatta, con l’ubicazione dei macchinari adattabile
 electrostatic systems for liquid painting
electrostatic systems and spraying booths for powder coating
pneumatic systems for high-, medium-, and low-pressure painting
robot and reciprocators IR and UV drying systems
La prima vasca multiprocesso a spruzzo che racchiude tutte le fasi di preparazione della superficie e i relativi risciacqui. © ipcm
electrostatic systems for liquid painting
electrostatic systems and spraying booths for powder coating
pneumatic systems for high-, medium-, and low-pressure painting
robot and reciprocators IR and UV drying systems
La prima vasca multiprocesso a spruzzo che racchiude tutte le fasi di preparazione della superficie e i relativi risciacqui. © ipcm
FOCUS ON TECHNOLOGY CM SPRAY s.r.l. surfacesolutionsandEfficientreliableforcoatingsince1988.
www.cmspray.it eosmarketing.it
allo spazio disponibile in base a ogni progetto. ANODIKIT® Zone è disponibile in tre modelli:
• Un modello per realizzare la finitura anodizzata naturale (il formato più piccolo, con 4 vasche);
• Un modello per la finitura con i colori che include una vasca di elettrocolorazione;
• Un modello per la realizzazione di finiture certificate Qualanod, che include un bagno di invecchiamento. Tutti questi modelli possono funzionare manualmente o L’impiantoautomaticamente.cheabbiamo installato in Proylac è il top di gamma, è predisposto per effettuare una finitura naturale, l’elettrocolorazione (l’intera gamma di inossidabili e bronzi dal più chiaro al più scuro e il nero) e ha anche un vasca finale che agisce da invecchiamento per ottenere la
certificazione Qualanod” continua Elia Schaer, descrivendo nel dettaglio l’impianto di Proylac.
“L’elemento fondamentale che differenzia questa linea da quelle tradizionali è che la finitura superficiale viene effettuata a spruzzo. Questa caratteristica, infatti, è ciò che permette di “compattare” il processo e di ridurre lo spazio necessario alla linea, ovvero il numero di vasche utili, nonché il volume delle diverse vasche”.
Il ciclo di processo
1. Le fasi che precedono il processo di anodizzazione sono tutte effettuate in una vasca multiprocesso tramite spruzzatura: sgrassaggio e risciacquo, satinatura e risciacquo, neutralizzazione e risciacquo. Pertanto, il concept ANODIKIT® Zone consente di risparmiare minimo 6 vasche. In questa vasca i profili ruotano in modo che il trattamento sia completo



Le vasche che raccolgono soluzioni pretrattamento acque risciacqui posizionate sotto stazioni
La seconda vasca, quella di anodizzazione, è ad Ilimmersione.quadrodicomando dell’impianto.
58 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ALUMINIUM
le
di
e le
dei
sono
le
di trattamento.
© ipcm © ipcm © ipcm
e uniforme su tutte le facce dei profili all’interno dello stesso carico. Al termine del processo di sgrassaggio, tutto il liquido viene raccolto automaticamente e cade nella vasca inferiore, dove si trova il bagno di sgrassaggio stesso, e inizia il risciacquo. Lo stesso vale per le fasi di satinatura e neutralizzazione. Il carico non si sposta dalla vasca durante tutti questi processi.
• la seconda fase è l’anodizzazione naturale, che si effettua in una vasca ad immersione standard. Le concentrazioni e i parametri di lavoro sono esattamente uguali a qualsiasi altro impianto di anodizzazione. Quando il carico ha terminato l’anodizzazione, passa attraverso un risciacquo per immersione. Per il modello base, che esegue solo l’anodizzazione naturale, questa sarebbe l’ultima fase prima della sigillatura.
• la terza fase (opzionale) è l’elettrocolorazione ad immersione.
• L’ultima fase è la sigillatura a freddo a spruzzo. Come per la prima vasca, si tratta di un multiprocesso con tutte le fasi effettuate automaticamente mediante spruzzatura: prerisciacquo, sigillatura e successivo risciacquo. Allo stesso modo, i liquidi di processo vengono raccolti ciascuno nella vasca corrispondente al livello inferiore dell’impianto.
• Il modello più completo prevede un bagno di invecchiamento a 60°C, necessario per ottenere la certificazione da Qualanod. La linea presenta un’unica zona che funge da montaggio e smontaggio. Una delle differenze fondamentali con le linee tradizionali, e anche uno degli elementi brevettati da Alsan, è la tipologia del telaio: il sistema di montaggio è completamente diverso da quello di un sistema di anodizzazione tradizionale, perché la finitura superficiale viene effettuata a spruzzo in quasi tutto il processo. Per ottenere la stessa qualità di

finitura di un impianto standard, era molto importante che questo telaio fosse un telaio mobile, perché, in questo modo, tutte le facce del profilo potevano ricevere un’applicazione omogenea nelle diverse fasi del trattamento. Con un carico bloccato, le facce interne dei profili presenterebbero macchie, diversi livelli di lucentezza e altri difetti “Ilsuperficiali.passaggio fondamentale nello sviluppo della linea ANODIKIT® Zone è stato quello di progettare e brevettare un telaio personalizzato” precisa Elia Schaer, “Si tratta di una ruota che gira nella zona di montaggio e su cui l’operatore posiziona i profili. Questo tipo di ruote varia a seconda della tipologia di profilo che il cliente tratta. Sono disponibili ruote di diverse dimensioni, le più grandi sono per i profili destinati ai serramenti e le altre, più piccole, per i profili sottili. Alsan fornisce 3 o 4 modelli diversi validi per la stragrande maggioranza dei profili con cui lavorano i nostri clienti e progettiamo su misura quelli necessari per profili più specifici”.
“Un altro vantaggio della linea è quello ambientale: a livello di reflui in Spagna abbiamo requisiti piuttosto severi e per realizzare un impianto di anodizzazione è necessaria un’autorizzazione ambientale integrata dei volumi che sono movimentati in ogni bagno. ANODIKIT® Zone non ne ha bisogno perché i volumi di processo sono molto più piccoli: parliamo di una vasca di sgrassaggio, per esempio, di 2 m3 contro i 30 m3 o più della stessa vasca in una linea tradizionale. Questo vantaggio si riflette in un minor impatto sul trattamento delle acque reflue”.
L’automazione della linea è controllata dal software AluZone, che raccoglie continuamente e automaticamente più di 200 variabili, controllando temperature, conducibilità, alimentazione idrica, sistema di dosaggio e
 Dettaglio del quadro sinottico di comando. Scarico dei profili anodizzati. ipcm
Dettaglio del quadro sinottico di comando. Scarico dei profili anodizzati. ipcm
59international PAINT&COATING magazine - SEPTEMBER/OCTOBER 2022 - N. 77 FOCUS ON TECHNOLOGY
©
© ipcm
altri parametri operativi essenziali. “Sulla schermata generale si possono vedere i diversi bagni con la loro temperatura e conducibilità. Ogni bagno può essere gestito in modo diverso: per conducibilità, per esame analitico o per numero di carico” spiega Manuel García de Alsan. “Nella parte centrale dello schermo è possibile vedere il processo: accedendo ad ogni vasca si possono vedere le ricette con tutti i tempi corrispondenti passo a passo e un tempo totale della fase. In questo modo gli operatori sanno, già quando caricano il materiale, il tempo che questo materiale impiegherà in ogni fase del processo”.

La chimica riveste un ruolo fondamentale “Nello sviluppo di questa linea, il lavoro del team di Alsan, che unisce know how chimico e ingegneristico, è stato molto importante”, spiega Elia Schaer. “Gli impianti di spruzzatura non sono di serie, hanno portate e livelli di angoli di applicazione studiati per questa tipologia di telaio e per la rotazione dei telai. Conoscevamo le difficoltà che avremmo incontrato
per l’applicazione di uno sgrassante, satinante o neutralizzante a spruzzo e quindi abbiamo dovuto adattare tutte le formulazioni dei nostri prodotti chimici per assicurarci una perfetta finitura decorativa sulla superficie dell’alluminio tramite spruzzatura. Riformulando tutti i prodotti, siamo riusciti ad offrire una gamma completamente nuova, ottimale per lavorare nell’impianto ZONE”.
Conclusioni
“Questo investimento è stato un rischio condiviso tra Alsan e Proylac perché è la prima linea ANODIKIT® Zone installata al mondo, senza contare il prototipo che Alsan ha realizzato nel suo stabilimento di Paterna. Oggi, dopo circa sei mesi di attività, possiamo affermare di essere molto soddisfatti di questo investimento: riusciamo a fornire un servizio all’avanguardia ai nostri clienti e alle piccole richieste, è compatto, completamente automatizzato, richiede poco personale per funzionare e la gestione del processo, dei bagni e dei reflui è molto semplice” riassume Jesús López Conde.

 Alsan ha fornito anche l’impianto di produzione acqua demineralizzata e trattamento acque.
Da sinistra Manuel García di Alsan, Alessia Venturi di ipcm®, Elia Schaer, CEO di Alsan, Manuel Contreras e Joaquín Carranza di Proylac.
© ipcm
© ipcm
Alsan ha fornito anche l’impianto di produzione acqua demineralizzata e trattamento acque.
Da sinistra Manuel García di Alsan, Alessia Venturi di ipcm®, Elia Schaer, CEO di Alsan, Manuel Contreras e Joaquín Carranza di Proylac.
© ipcm
© ipcm
60 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ALUMINIUM
Il nuovo processo LEBA 1974 con nanocoating di Nanoprom Chemicals garantisce la completa riciclabilità dell’alluminio
Da un’intervista con Gian Luca Falleti Nanoprom Chemicals (Sant’Antonino di Casalgrande, Reggio Emilia) gianluca@nanoprom.it Ivan Bonvini - LEBA 1974 (San Genesio ed Uniti, Pavia) ivanbonvini@leba.it
La società LEBA 1974, specializzata in trattamenti di finitura per alluminio e leghe leggere, ha realizzato il nuovo trattamento Nalucoat grazie al coating nanotecnologico Polysil, brevettato da Nanoprom Chemicals, e si propone come alternativa ecologica ai trattamenti superficiali tradizionali.
ECHA, l’agenzia per le sostanze chimiche dell’Unione Europea, i nanomateriali sono “sostanze chimiche o materiali composti da particelle con almeno una delle dimensioni compresa tra 1 e 100 nanometri”. Ma la definizione non trova tutti concordi, perché, in molti casi, più che le dimensioni, a rappresentarne la peculiarità sono le funzioni innovative che i materiali assumono grazie alla presenza di questi E’nanomateriali.propriolosviluppo di questa nanotecnologia applicata ai rivestimenti superficiali che ha caratterizzato il lavoro e il successo di Nanoprom Chemicals, azienda di Sant’Antonio di Casalgrande (RE) e che l’ha condotta oggi a mettere a punto una nuova applicazione, battezzata Nalucoat, in partnership con l’azienda LEBA 1974, start-up di San Genesio e Uniti (PV) in cui è convogliata l’esperienza di oltre 50 anni nell’ambito dei trattamenti superficiali di alluminio e leghe leggere in ottica “Giàecosostenibile.allafinedegli anni Novanta – spiega Gian Luca Falleti, CEO di Nanoprom – la nostra azienda ha iniziato a sviluppare nanomateriali a base di silicio applicati su tutte le superfici per cui la protezione risulta fondamentale: strutture a base polimerica, metalli, leghe e vetro. Il salto di qualità è avvenuto con l’industrializzazione da parte di una famosa multinazionale del packaging, del prodotto Polysil da noi
Secondo
 Nanoprom Chemicals sviluppa nanomateriali a base di silicio applicati su tutte le superfici dalla fine degli anni Novanta.
© Nanoprom Chemicals
Nanoprom Chemicals sviluppa nanomateriali a base di silicio applicati su tutte le superfici dalla fine degli anni Novanta.
© Nanoprom Chemicals
62 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine HIGHLIGHT OF THE MONTH
SPECIAL ISSUE ON ALUMINIUM
sviluppato e utilizzato tutt’oggi per la protezione dei suoi impianti produttivi presenti in tutto il mondo e realizzati in acciaio, alluminio e vetro”.

Dai sommergibili ai satelliti: una nanotecnologia premiata in tutti i settori “Polysil – prosegue Falleti - possiede le stesse qualità del vetro. In questo modo tutte le superfici, siano esse in gelcoat, vetroresina, metallo o altri substrati, possono essere recuperate o preservate dall’usura, in modo analogo al materiale sul quale è depositato, garantendo un’ottima resistenza alla corrosione e un’elevata durezza. Inoltre, grazie alla riduzione della tensione superficiale che lo caratterizza, le superfici diventano resilienti allo sporco”. La potenzialità applicative di questo coating nanotecnologico sono pressochè infinite. “Dai sommergibili ai satelliti, dall’acqua all’aria, si tratta di una tecnologia applicabile a immersione o a spruzzo con dispositivi tradizionali o di ultima generazione su qualsiasi tipologia di prodotto e funzionalizzabile in base alle esigenze del cliente”. Grazie alla flessibilità di Polysil, nel corso della sua storia Nanoprom è stata premiata in diversi settori, dal navale all’aereonautica passando per l’automotive, la Formula Uno in particolare, l’alimentare, il militare e il packaging
cosmetico, solo per citarne alcuni.
“Con l’esperienza acquisita dalle svariate applicazioni di Polysil e con la collaborazione di LEBA 1974, abbiamo recentemente brevettato un’applicazione del coating nanotecnologico in grado di rivestire i manufatti in alluminio e funzionalizzarne la superficie, proponendosi come alternativa ecosostenibile ai trattamenti superficiali tradizionali come galvanica ed ossidazione anodica, e garantendo la riciclabilità al 100% dei pezzi trattati, oltre a un ciclo di verniciatura a 3 fasi snello, costituito da pre-coating, applicazione e polimerizzazione e privo di scarti”.


Caratteristiche e vantaggi di Nalucoat “Come esperti di trattamenti superficiali ecosostenibili per alluminio e leghe leggere – interviene Ivan Bonvini, CEO di LEBA 1974 - cercavamo un rivestimento che mantenesse le caratteristiche di matericità di questo particolare metallo, ma che, allo stesso tempo, risultasse ecologico, sia in termini di consumo energetico sia in termini di scarti. Non abbiamo trovato nessun altro processo in grado di garantire l’ecosostenibilità e la riciclabilità del pezzo finito come il coating nanotecnologico di Nanoprom. Abbiamo quindi adottato nel nostro processo questo trattamento estetico–funzionale di finitura

Leading companies rely on vacuum distillation systems for the sustainable and effective treatment of industrial wastewater. Do you want to benefit from a Zero Liquid Discharge production with VACUDEST aswell? Contact us!

 Gian Luca Falleti, CEO di Nanoprom Chemicals.
Ivan Bonvini, CEO di LEBA 1974.
Gian Luca Falleti, CEO di Nanoprom Chemicals.
Ivan Bonvini, CEO di LEBA 1974.
HIGHLIGHT OF THE MONTH Your Leaders in Zero Liquid Discharge Industrial www.h2o-de.comSimpleTreatmentWastewaterPrincipleEffectiveResult
© LEBA 1974© Nanoprom Chemicals
permanente, a bassissimo spessore, basato sul rivestimento nanocomposito, il cui elemento principale è il biossido di silicio proveniente dalla sabbia di quarzo, abbondantemente presente in natura, che consente di ottenere elementi completamente riciclabili e recuperabili”. “Uno dei vantaggi di questo nuovo processo – chiarisce Falleti – è determinato dal fatto che il componente rivestito con Nalucoat può essere immediatamente reintrodotto nel crogiolo di fusione per il riciclo e il recupero del metallo senza ulteriori trattamenti superficiali. Prosegue infatti Falleti: “Il biossido di silicio (SiO2) di cui è costituito il nostro prodotto, infatti, non influisce sulla lega primaria rifusa, variando in modo ininfluente la percentuale di titolazione del silicio. Non è sovraverniciabile, ma può essere fornito in tutte le tinte richieste. Collaboriamo infatti con i più importanti produttori di pigmenti per rispondere alle richieste più complesse e sviluppare nuovi effetti innovativi. Dopo il pretrattamento può essere applicato in un’unica mano a temperatura ambiente a spruzzo o a immersione, esattamente come le vernici tradizionali, polimerizzato con il 20% di umidità e risulta fuori polvere in 10 minuti, anche con 20 °C. I test che abbiamo effettuato ci
garantiscono, infine, una resistenza che può arrivare anche a 700 ore in nebbia salina”.
Innovare dietro le quinte

Non solo la capacità di sviluppare una tecnologia nuova nell’ambito dei nanomateriali, ma anche il business model di Nanoprom hanno determinato il successo dell’azienda.

“Siamo presenti in numerosi settori – conclude Falleti - ma non tutti ci conoscono perché il nostro obiettivo principale è quello di sviluppare una tecnologia che poi sarà il cliente a promuovere e diffondere. Solo nell’ambito militare, in quello aerospaziale e in Formula Uno interveniamo direttamente e, in genere, lo facciamo per risolvere con i nostri nanocoating le innumerevoli difficoltà generate dai trattamenti superficiali. Abbiamo aperto la via a sviluppi finora inimmaginabili, trovando soluzioni innovative per i produttori dei più svariati settori manifatturieri con una metodologia costantemente aggiornata e adattata di volta in volta dal cliente: finora abbiamo accettato e risolto ogni sfida che ci si è presentata e siamo pronti a farci mettere alla prova ogni giorno anche in futuro”.
 LEBA 1974 ha realizzato il nuovo trattamento Nalucoat per alluminio grazie al coating nanotecnologico Polysil, brevettato da Nanoprom Chemicals.
Il componente rivestito con Nalucoat può essere immediatamente reintrodotto nel crogiolo di fusione per il riciclo e il recupero del metallo senza ulteriori trattamenti superficiali. LEBA 1974LEBA 1974
LEBA 1974 ha realizzato il nuovo trattamento Nalucoat per alluminio grazie al coating nanotecnologico Polysil, brevettato da Nanoprom Chemicals.
Il componente rivestito con Nalucoat può essere immediatamente reintrodotto nel crogiolo di fusione per il riciclo e il recupero del metallo senza ulteriori trattamenti superficiali. LEBA 1974LEBA 1974
64 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ALUMINIUM
©
©


Your partner for green chemical processes www.chemtecitalia.it Chemtec’s mission is to update tradition. Our revolutionary chemicals are designed to have a very limited environmental impact, to reduce consumption of resources and for a greater operational simplicity. With Chemtec technologies you can replace zinc&iron phosphate: eosmarketing.it PRONORTEC multi-metal surface treatment TORAN 3® multi-metal pre-treatment process WASTE WATER TREATMENT SYSTEMS
Vining Ivy è il Colore dell’Anno 2023 di PPG che influenzerà il design industriale
Alicia Cafardi
PPG Industrial Coatings, Pittsburgh –Stati Uniti acafardi@ppg.com
PPGha annunciato che ci si aspetta che il colore dell’anno 2023, Vining Ivy, influenzerà la direzione stilistica dei prodotti industriali e di consumo, tra cui articoli casalinghi, elettronica di consumo e mobili per l’ufficio. PPG ha anche annunciato una collezione colori chiamata Reflection composta da tre palette in coordinato. Vining Ivy riflette la predominanza globale del verde in tutto il mondo. È il secondo anno consecutivo che PPG seleziona una tonalità di verde e la terza negli ultimi cinque anni. Durante il workshop annuale sulle previsioni dei colori di tendenza e a seguito di un’approfondita analisi in 10 regioni del mondo dei trends dei settori automotive, elettronica di consumo, architettura e moda, gli stilisti del colore di PPG sono giunti a selezionare Vining Ivy. “Stiamo vedendo che il colore verde viene applicato su una gamma

sempre più ampia di prodotti”, ha dichiarato Vanessa Peterson, PPG global color styling leader, Industrial Coatings. “Con la selezione del 2023 ci siamo sentiti in dovere di riconoscere la sua continua influenza, perché si è inserito nel mercato in modo così forte e potente”.
Gli stilisti del colore di PPG ritengono che la predominanza di questa tonalità rifletta il continuo interesse per il biophilic design, una tendenza che incorpora la natura nella vita e negli spazi di tutti i giorni.

“Il verde ha un’estetica rilassante ma moderna e simboleggia prosperità, freschezza e progresso”, ha detto Peterson. “Riflette perfettamente il nostro clima attuale”.
Rispetto al colore dell’anno 2022 di PPG, Olive Sprig, un verde morbido desaturato, Vining Ivy ha una tonalità più profonda e satura, tra un verde-bosco intenso e un verde-acqua-blu. Vining Ivy offre ai designer
PPG ha presentato il Colore dell’Anno 2023: Vining Ivy è una nuova intensa tonalità di verde tra il verde-bosco e il verde-acqua.
66 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine HIGHLIGHT OF THE MONTH
SPECIAL ISSUE ON ALUMINIUM
© Business Wire
di prodotti una tonalità versatile e lussuosa che si presta a una vasta gamma di applicazioni. “Per i mobili, l’uso del verde può essere rilassante sul posto di lavoro e aiutare i dipendenti a sentirsi a loro agio”, ha detto Peterson. “Se utilizzato nell’elettronica di consumo, il verde trasmette sicurezza e aiuta le persone a interagire con la tecnologia. Per gli articoli casalinghi, Vining Ivy combacia con vari colori alimentari e si coordina bene con l’acciaio inossidabile, dando un tocco di lusso alle cucine”. Il team globale di stilisti del colore di PPG ha selezionato anche una collezione colori composta da 45 tonalità coordinate che ruotano attorno al tema Reflection che si ispira all’apprezzamento condiviso - e crescente - per il minimalismo, il quieto design, la biofilia e il conforto. La collezione è suddivisa in tre uniche palette: Serenity, Origin e Duality. Con una delicata composizione di pastelli chiari, tonalità d’acqua e neutri caldi, Serenity riflette il desiderio di calma e solitudine in un mondo caotico e ispira un senso di rinnovamento e pace. Catturando l’autentica bellezza della natura, Origin coltiva un senso di meraviglia con tonalità organiche. Prestandosi a stili sia tradizionali che contemporanei,
Duality è una disposizione di contrasti ed è un mezzo di espressione personale attraverso tonalità audaci e luminose, pastelli puliti e neutri forti.
PPG Industrial Coatings ha realizzato un breve video che racconta la storia del tema Reflection attraverso le esperienze di una giovane donna che intraprende un viaggio di crescita e scoperta di sé.








Scansiona o clicca il QR Code per vedere il video e altri materiali su Vining Ivy











HIGHLIGHT OF THE MONTH
© Business Wire © Business Wire
GSB International: la garanzia di qualità resa visibile a tutti
Presso lo stand 7AA07 durante la prossima fiera ALUMINIUM, GSB mostrerà ai visitatori come le aziende aderiscono alle norme di qualità di GSB.
Lagaranzia della qualità può essere trovata ovunque. Quando si acquista un prodotto o si contratta un servizio, i clienti presumono che il livello di qualità promesso sarà raggiunto. Affinché i fornitori forniscano questo livello di qualità, è necessario utilizzare un sistema di garanzia della qualità appropriato. Sebbene questi sistemi ovviamente differiscano a seconda del prodotto o servizio, hanno una cosa in comune. Il più delle volte, i clienti hanno familiarità con gli standard, i certificati e le normative, ma pochi hanno davvero una visione diretta: per esempio, raramente si ha l’opportunità di partecipare a un audit oppure a un test.
GSB raccoglie questa sfida rendendo GSB Quality Assurance il più trasparente possibile per tutti e mostrando perché le vernici che rispettano i regolamenti di qualità GSB sono considerate lo standard più alto nel campo delle applicazioni esterne per architettura e industria. Non è infatti un caso che le vernici conformi allo standard GSB siano richieste quando è necessario verniciare alluminio, acciaio o acciaio zincato, perché GSB garantisce la qualità dell’intero processo e della catena di approvvigionamento – dal pretrattamento fino alla verniciatura a liquido o polvere, passando per i fornitori.
Ad ALUMINIUM 2022, tutti gli interessati potranno conoscere la garanzia di qualità GSB presso lo stand 7AA07, dove ci sarà anche la possibilità di osservare set di campioni di diversi test. Naturalmente, per ragioni logistiche, è difficile mostrare tutti i processi in una fiera. Pertanto, le aziende associate hanno realizzato un progetto video congiunto per mostrare il dietro le quinte delle lavorazioni: una novità nel settore! Infine, ma non meno importante, ci sarà un esempio di verniciatura dal vivo grazie a un impianto in miniatura.
Per maggiori https://gsb-international.de/en/informazioni:
 Werner Mader (Managing Director di GSB) a PaintExpo. Non vediamo l’ora di incontrarvi ad ALUMINIUM 2022.
© GSB International
Werner Mader (Managing Director di GSB) a PaintExpo. Non vediamo l’ora di incontrarvi ad ALUMINIUM 2022.
© GSB International
68 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine BRAND-NEW SPECIAL ISSUE ON ALUMINIUM
Una struttura di alluminio per la protezione dal sole negli spazi esterni prodotta da Corradi.
L’investimento di Corradi nella finitura con Inline Technology per coniugare innovazione, design ed emozione nelle proprie strutture in alluminio per outdoor
 Gabriele Lazzari, ipcm®
Gabriele Lazzari, ipcm®
Trasformare l’outdoor in uno spazio da vivere. Questo è l’obiettivo di Corradi, azienda emiliana leader nelle strutture per la protezione solare di aree esterne. La verniciatura svolge dunque un ruolo fondamentale per veicolare questo concetto e l’azienda si è affidata alle tecnologie applicative di Gema per conferire ai profili in alluminio un livello estetico e funzionale senza eguali.
SPECIAL
70 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine FOCUS ON TECHNOLOGY
ISSUE ON ALUMINIUM
Smart
©ipcm
“Arredarenon significa fare scenografie, non significa fare belle immagini per le riviste; è piuttosto creare una qualità di vita, una bellezza che nutre l’anima”. Ci accoglie con una citazione del designer d’interni e decoratore statunitense Albert Hadley lo showroom di Corradi srl a Castel Maggiore (BO). L’azienda produttrice di soluzioni per l’arredamento d’esterno ha come valore fondante la creazione di spazi da vivere capaci di coniugare funzionalità ed estetica, resistenza ed eleganza, design Made in Italy e life style. Il colore e la finitura ricoprono dunque un ruolo essenziale. “Ogni struttura di Corradi è personalizzata in base alla necessità del cliente, perché vogliamo armonizzare la finitura delle nostre strutture con il progetto edilizio di cui faranno parte e con l’ambiente circostante. Oltre ad avere alcune proposte standard, siamo quindi anche a disposizione del progettista per studiare ed applicare il colore più adatto: la maggioranza delle richieste riguardano le tonalità bianco testurizzato, bianco opaco, antracite e verde primavera pastello, ma è stato necessario anche interfacciarsi direttamente con i produttori di vernici per formulare un prodotto specifico”, esordisce Raf Segers, CEO di Corradi.
La customizzazione delle finiture è quindi il principale vantaggio competitivo dell’azienda, ma ha richiesto notevoli investimenti in processi e tecnologie che le potessero permettere di mantenere la propria flessibilità produttiva combinandola con la costante ripetibilità e qualità delle operazioni. L’ultimo intervento in ordine cronologico è la cabina di verniciatura in polvere automatica MagicCompact EquiFlow BA04 di Gema, installata all’interno di una linea pre-esistente, che ha permesso a Corradi di effettuare un cambio colore più rapido e di migliorare l’adesione della vernice al manufatto.
La continua ricerca di stili innovativi L’azienda fu fondata nel 1978 dai fratelli Alberto e Raffaele Corradi come laboratorio artigianale per tende da sole. La continua innovazione e la ricerca di nuovi stili e soluzioni di design permisero all’azienda di brevettare nel 1998 la Pergotenda®, un sistema portante di protezione solare in legno con copertura in telo retraibile. Successivamente Corradi si specializzò in ulteriori strutture per spazi aperti, inserendo nel proprio catalogo anche le vele ombreggianti Sun Sails e le pergole bioclimatiche – con lamelle di alluminio inclinabili larghe circa 20 centimetri che

 L’ambiente accogliente creato dalle strutture di Corradi e la cabina di verniciatura MagicCompact EquiFlow BA04 con dodici pistole OptiGun GA03 di Gema.
L’ambiente accogliente creato dalle strutture di Corradi e la cabina di verniciatura MagicCompact EquiFlow BA04 con dodici pistole OptiGun GA03 di Gema.
71international PAINT&COATING magazine - SEPTEMBER/OCTOBER 2022 - N. 77 FOCUS ON TECHNOLOGY
©ipcm ©ipcm
permettono alla luce e all’aria di filtrare all’interno dell’ambiente, pur proteggendo efficacemente dall’esposizione al sole. “Inizialmente creavamo strutture in legno e il 90% della nostra produzione era dedicato alla Pergotenda®. Decidemmo tuttavia di sviluppare parallelamente anche sistemi in alluminio, perché i fondatori dell’azienda ritenevano che fosse un materiale con molte potenzialità: ha un costo inferiore, un maggiore tasso di riciclabilità e semplifica sia l’utilizzo sia l’eventuale manutenzione da parte dell’utente finale. Questa scelta si rivelò fondamentale, perché ci permise di ampliare ulteriormente lo stile della nostra gamma prodotti e realizzare soluzioni adatte a differenti contesti e necessità. Oggi le pergole bioclimatiche in alluminio rappresentano tre quarti della nostra produzione e sono vendute in tutto il mondo” dichiara Davide Faccini, Head of Operations CorradiDepartment.èoggi un’azienda indipendente che fa parte del gruppo internazionale Renson Outdoor con sede in Belgio ed è in grado di servire clienti in tutta Europa. Nell’headquarter bolognese è incluso anche lo stabilimento produttivo che serve principalmente il mercato italiano, spagnolo, francese, svizzero, austriaco, tedesco, rumeno, russo e ucraino. Ad esso si aggiunge la filiale produttiva recentemente rinnovata di Corradi U.S.A., con sede a Dallas. “La diffusione dei nostri prodotti sul mercato globale richiedere quindi tempi di trasporto e stoccaggio molto lunghi. La finitura deve perciò essere di qualità elevata e in grado di resistere a differenti climi, anche ai più aggressivi ed esotici”, spiega Faccini.
Dall’alto al basso:
Il tunnel di pretrattamento realizzato interamente in materiale plastico.

La postazione di pre-ritocco della nuova cabina e il centro polveri OptiCenter
LeOC07.pompe
OptiSpray AP01 con Smart Inline Technology di Gema.


72 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ALUMINIUM
©ipcm©ipcm©ipcm
La verniciatura come elemento funzionale e distintivo
L’azienda riceve la materia prima, estrusi di alluminio, da molteplici produttori italiani ed europei e la conserva nel proprio magazzino interno prima di effettuare le necessarie lavorazioni meccaniche e un processo manuale di levigatura, fresatura e alesatura su ogni profilo di alluminio, al fine di riparare gli eventuali danni dovuti ad una scorretta movimentazione dei pezzi. Successivamente i componenti sono sottoposti al ciclo di verniciatura e, infine, sono assemblati ad altri elementi come pilastri, travi e circuiti elettrici. Parallelamente Corradi produce anche i tessuti per i modelli Pergotenda® e gli Screen (tende di chiusura perimetrale) nel reparto di confezionamento, nonché i materiali in plastica che saranno utilizzati dall’installatore finale in


“Tutticantiere.iprocessi




citati in precedenza sono fondamentali per assicurare la qualità del prodotto finale, creare delle strutture in grado di soddisfare le richieste dei progettisti e instaurare un rapporto emozionale con gli utilizzatori. Ma è il reparto di verniciatura a rappresentare il cuore dello stabilimento”, chiarisce Luigi Lorenzano, Caporeparto Verniciatura. “Corradi crea soluzioni personalizzate e su misura. La finitura e il colore non sono semplicemente utilizzati per
 Profili di alluminio verniciati.
Profili di alluminio verniciati.
FOCUS ON TECHNOLOGY Visit us online: GSB International Fritz-Vomfelde-Straßee.V. 30 D-40547 www.gsb-international.deDüsseldorf Coatings according to GSB: Long-lasting attractiveness of facades, buildings and industrial products made of aluminium, steel and galvanized steel Approved Pretreatment pA p r o v ed CoatingMaterial Approved Coate r Ap proved Qual it y. Co at ed Al uminium & St ee l. Hueck/KGCo.&GmbHHillebrandR.©
©ipcm
far risaltare la nostra struttura, ma servono anche a creare un luogo che sia in armonia con l’ambiente circostante. I nostri esperti collaborano con progettisti e architetti per individuare la soluzione di verniciatura migliore per ogni esigenza: per esempio, i ristoranti del centro storico di una cittadina nordeuropea necessitano di colori e finiture differenti rispetto a quelle richieste da un agriturismo tra le colline toscane,” commenta Faccini.

“La verniciatura non è solo fondamentale per conferire le caratteristiche estetiche richieste dal cliente, ma anche per rispettare tutti i requisiti di resistenza meccanica, termica e anticorrosiva”, aggiunge Faccini. “Effettuiamo tutte le procedure richieste dallo standard QUALICOAT classe 2 e abbiamo sviluppato una cultura produttiva incentrata sul controllo della qualità. Dopo il forno di polimerizzazione è infatti presente una linea per esaminare i prodotti in controluce ed individuare eventuali difetti dovuti ad un’errata estrusione oppure a un processo di verniciatura non ottimizzato. La cabina MagicCompact EquiFlow BA04 fornita da Gema ha però ridotto sensibilmente quest’ultima occorrenza”.
Un impianto di verniciatura collaborativo
L’impianto di verniciatura a disposizione di Corradi prevede un tunnel di pretrattamento a sette stadi realizzato completamente in materiale plastico, un forno di asciugatura, due cabine di verniciatura in polvere, un forno a infrarossi per la gelificazione della vernice e un forno di polimerizzazione asserviti da un trasportatore aereo birotaia di Railtechniek B.V., azienda olandese che ha svolto il ruolo di capocommessa durante lo sviluppo e l’installazione della linea nel 2018.

I profili sono caricati sulle bilancelle e condotti all’interno del tunnel di pre-trattamento, dove subiscono un processo studiato da ALIT Technologies. I componenti sono trattati in un doppio step con il prodotto sgrassante acido Alfideox 82/3, che rimuove i residui delle precedenti lavorazioni meccaniche e rinforza
 Primo piano di un componente della struttura della pergola bioclimatica, giallo all’interno e bianco all’esterno; il rack con i moduli di comando delle 12 pistole erogatrici; uno dei polmoni di accumulo dell’impianto.
Primo piano di un componente della struttura della pergola bioclimatica, giallo all’interno e bianco all’esterno; il rack con i moduli di comando delle 12 pistole erogatrici; uno dei polmoni di accumulo dell’impianto.
74 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ALUMINIUM
©ipcm ©ipcm©ipcm
la superficie dei profili di alluminio. Successivamente avviene la conversione con Alficoat 748/3, che conferisce inoltre una protezione anticorrosiva e migliora l’adesione della vernice in polvere. In seguito all’asciugatura nel forno, il convogliatore conduce i manufatti di alluminio nelle due cabine di verniciatura. Infine, i profili sono condotti prima attraverso il forno con pannelli a infrarossi di Infragas s.r.l. e poi polimerizzati per venti minuti a 180° C. “Il nostro impianto orizzontale è il risultato della collaborazione tra più partner che hanno studiato le nostre esigenze e fornito ciascuno un elemento essenziale alla riuscita del processo di verniciatura. Nonostante fosse stato installato prevedendo la presenza di due cabine di verniciatura, inizialmente ne abbiamo integrata solamente una. Nel frattempo i ritmi produttivi sono aumentati esponenzialmente e, pur lavorando su tre turni, non eravamo in grado di soddisfare le richieste. Perciò a dicembre 2021 ci siamo rivolti a Gema per individuare una soluzione”, commenta Lorenzano.
Le tecnologie per la verniciatura in polvere di Gema La sede italiana di Gema ha fornito la cabina rettangolare MagicCompact EquiFlow BA04 con sei pistole automatiche OptiGun GA03 per lato e le pompe di alimentazione OptiSpray AP01 con Smart Inline Technology che applicano in pochi minuti le molteplici tonalità di colore richieste dai clienti grazie al cambio colore rapido gestito in modo completamente autonomo dal centro polveri OptiCenter OC07. Questa tecnologia è stata specificamente scelta perché in grado di garantire il cambio colore rapido e la pulizia automatica di circuiti interni, pescante, tubi di erogazione e pistole di
Lespruzzatura.dodicipistole
automatiche e le postazioni di pre e post-ritocco manuale sono state infatti progettate per offrire un’alta efficienza di trasferimento, l’applicazione uniforme di vernici in polvere poliestere e una profonda penetrazione con qualunque geometria del pezzo.
In più, utilizzando un circuito a canale singolo (da qui la definizione Smart Inline Technology), le pompe di alimentazione OptiSpray AP 01 generano un flusso di polvere omogeneo e una migliore gestione del getto, permettendo così di erogare una precisa quantità di polvere, variabile in base alle necessità di applicazione, mantenendo al contempo il flusso costante.
La struttura in materiale plastico non-conduttivo della cabina, in combinazione con la tecnologia di aspirazione EquiFlow, evita che la polvere si accumuli sul fondo oppure sulle pareti, velocizzando le operazioni di pulizia interna e migliorando la salubrità delle postazioni di lavoro, mentre la sua conformazione a forma di lettera “H” migliora la distribuzione e l’aspirazione dell’aria: le tre fessure presenti sul fondo della cabina assicurano infatti un eccellente contenimento della polvere e una ventilazione ottimale nella zona di applicazione manuale. Si crea così un flusso d’aria uniforme che permette di BOOTHS WATER SLUDGE REMOVAL

FOCUS ON TECHNOLOGY
TREATMENTSOLUTIONSGLOBALFORWATER SPRAY
RESIN DEMINERALIZATION SYSTEMS REMEDIATION OF CONTAMINATED SITES BIOLOGICAL SYSTEMS BATCH PHYSICAL-CHEMICALTREATMENTSSYSTEMSADSORPTIONFILTRATIONREVERSEOSMOSISMEMBRANESYSTEMSEVAPORATORSBIOGASBIOMASSSYSTEMSOILSEPARATORSDESANDERSDESALINATIONSYSTEMSPYROCHAROTHERSYSTEMSCHEMICALS Via E. Torricelli, 79 - Z.I. Fossatone 40059 MEDICINA (BO) Tel +39 051 856263 info@hydroitalia.com www.hydroitalia.com with a complete service that technicalmanufacturingsystemincludesdesigninstallationsupportchemicals
Il tunnel a infrarossi per la gelificazione prima dell’entrata nel forno di polimerizzazione.
controllore facilmente il processo di applicazione e ottenere eccellenti risultati di rivestimento.

Miglioramenti qualitativi e facilità d’utilizzo
La casa madre Renson aveva già collaborato con Gema per testare alcune soluzioni per la verniciatura in polvere in grado di rivestire manufatti di grandi dimensioni ed effettuare oltre venti cambi colore per turno. Le necessità di Corradi sono differenti, in quanto deve verniciare componenti dalle dimensioni massime di 7 metri di lunghezza per 40 cm di larghezza, “ma i risultati dei test svolti in Belgio sono stati molto soddisfacenti e le proiezioni prevedevano un risparmio di polvere decisamente maggiore rispetto ad alternative simili ma con tecnologia di alimentazione tradizionale con iniettori Venturi. Perciò abbiamo deciso di affidarci alle tecnologie di Gema. Questa scelta si è rivelata vincente: siamo rimasti molto soddisfatti dalla professionalità, dalla disponibilità e dalla flessibilità dimostrata dai loro tecnici e dalla rete commerciale che ci ha seguito e, nonostante stiamo utilizzando la cabina BA04 solo da sei mesi, abbiamo notato un significativo miglioramento qualitativo. La tecnologia Smart Inline
Technology mantiene omogenea e uniforme la distribuzione della polvere nel tempo, dato che la mancanza di aria di trasporto rende il getto di vernice più regolabile e avvolge meglio il manufatto, garantendo un sensibile risparmio di prodotto verniciante. La tecnologia con iniettori Venturi è invece più soggetta all’usura e necessita di maggiori interventi e sostituzioni dei manicotti per evitare un calo nella stabilità dell’erogazione”, continua Lorenzano. “Sono inoltre migliorati anche i nostri processi produttivi e le tempistiche. Il pannello MagicControl 4.0 da dove si gestisce l’intera cabina è molto intuitivo e i nostri operatori sono stati in grado di usarlo alla perfezione fin da subito. Temevamo fossero necessarie alcune settimane di adattamento al nuovo sistema, aspetto che avrebbe causato dei ritardi nelle consegne, invece non c’è stato alcun rallentamento produttivo. Anche in quelle rare occasioni in cui abbiamo avuto la necessità di confrontarci con i tecnici italiani di Gema per comprendere come ottimizzare alcune impostazioni della cabina, la risposta è stata rapida ed esaustiva. Siamo riusciti ad incrementare la produzione riducendo i turni di lavoro da tre a due, non potremmo essere più soddisfatti dell’investimento”, conclude Faccini.
 Da sinistra a destra: Luigi Lorenzano di Corradi, Claudio Sergenti di Gema Europe e Davide Faccini.
©ipcm
©ipcm
Da sinistra a destra: Luigi Lorenzano di Corradi, Claudio Sergenti di Gema Europe e Davide Faccini.
©ipcm
©ipcm
76 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ALUMINIUM







































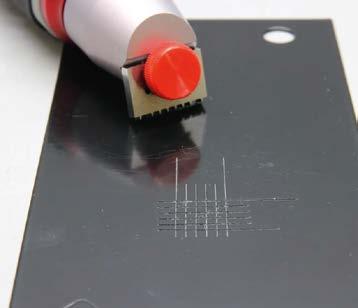







BAUEN AUF VERTRAUEN – BUILD ON TRUST Visit us at the ALUMINIUM Expo 2022 BOOTH 7AA27 Düsseldorf, SeptemberGermany27-29 Discover our new product highlights at ourthepleaseForbooth:moreinformationscanQR-Code Organic Alumino dyes Various dyes for organic colouring of anodised aluminium surfaces. ENVIROX - PREANO A perfect adhesion and improved corrosion protection on pre-anodisedsurfaces.aluminiumHMF-SealAL Heavy metal-free cold sealing of anodised aluminium surfaces.
Migliorare il lavaggio delle matrici di estrusione con Claris 9346 MB
Claudio Burato Alit Technologies, San Bonifacio (Verona) - Italia claudio.burato@alit-tech.com
Ogni azienda che produce profili in alluminio destinati a creare serramenti, box doccia, componenti automotive e tanto altro ancora, possiede le presse di estrusione che trasformano le billette di alluminio in profili dalle più svariate sezioni, studiate per essere le più adatte alle loro destinazioni d’uso. Le matrici delle presse di estrusione sono “le dime” che danno la forma al profilo. Dopo ogni utilizzo, le matrici presentano residui di alluminio solidificato che devono essere completamente asportati prima di stoccare la matrice in attesa di essere di nuovo montata sulla pressa. ALIT Technologies ha sviluppato per e in collaborazione con Alumec di Rudiano (Brescia) un prodotto innovativo che riduce i costi e i tempi di lavaggio delle matrici di estrusione.
Nell’industria
dell’alluminio le matrici di estrusione sono regolarmente lavate riscaldando bagni di soda caustica e in questo modo i residui di alluminio intrappolati nel corpo della matrice sono portati in soluzione attraverso una reazione esotermica. Questo processo implica il consumo di notevoli quantità di carbonato di sodio, da smaltire alla fine del ciclo di vita del bagno. La corrosività del carbonato di sodio e le alte temperature di processo – vicine o superiori
ai 100°C – generano fumi corrosivi e pericolosi e, inoltre, la formazione di incrostazioni di sodio alluminato implica continui lavori di manutenzione, complicati dalla corrosività della soluzione liquida.
In questo contesto è lampante che l’ottimizzazione e il risparmio sui costi per questo processo sono fortemente voluti da tutte le aziende che operano nel settore dell’estrusione di profili in alluminio. La risposta di ALIT a questa esigenza è l’additivo Claris 9346 MB, interamente sviluppato
 Il sistema di lavaggio delle matrici di estrusione.
Il sistema di lavaggio delle matrici di estrusione.
78 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine INNOVATIONS: PRESENT & FUTURE
SPECIAL ISSUE ON ALUMINIUM
© ALIT Technologies © ipcm
nei nostri laboratori. Claris 9346 MB è un additivo sviluppato per i sistemi di lavaggio delle matrici di estrusione per profili in alluminio; la sua forma liquida ne permette il dosaggio automatico.
Claris 9346 MB permette un processo di lavaggio delle matrici più efficiente, migliorando i seguenti aspetti:
• Migliora la pulizia generale della matrice di estrusione, facilitando la dissoluzione dei residui di alluminio che spesso si accumulano nei punti meno accessibili della matrice.
• Aumenta notevolmente la vita utile del bagno.
• Se dosato in modo adeguato, mantiene la temperatura del bagno di lavaggio a circa 90°C, riducendo così le emissioni di fumi e i consumi per evaporazione. Mantenere stabile la temperatura di processo si traduce in un risparmio energetico medio del 20%.
• Non favorisce la formazione di fanghi.
Come utilizzare il prodotto
Il bagno di lavaggio delle matrici deve essere tipicamente caricato con carbonato di sodio diluito al 30% p/p, dopodiché si aggiunge al bagno una quantità di Claris 9346 MB tra il 3% e il 4% massa su volume.
Per ogni 1.000 litri di soluzione dovrebbero essere aggiunti circa 35 Kg di Claris 9346 MB. A questo punto il prodotto può essere miscelato, il bagno riscaldato e il ciclo di lavaggio della matrice avviato.
Analisi del prodotto
La corretta quantità di carbonato di sodio e il contenuto massimo di alluminio disciolto nel bagno si possono determinare in modo accurato con una semplice analisi chimica, facilmente eseguibile dagli operatori. Se necessario, la quantità di Claris 9346 MB può essere determinata anche seguendo le istruzioni riportate nella scheda tecnica. La possibilità di individuare questi valori unita alla stabilità termica del bagno grazie all’aggiunta di Claris 9346 MB, renderà l’intero processo più facile da gestire per l’operatore.
Case Study
Claris 9346 MB è stato adottato e co-sviluppato da una primaria azienda italiana di estrusione di profili in alluminio: Alumec di Rudiano, Brescia, che possiede più di 11.000 matrici proprie. L’azienda è
una vecchia conoscenza di ipcm®, già protagonista di un reportage1 dedicato al suo impegno a rendere la produzione sempre più ecosostenibile attraverso un processo di sverniciatura messo a punto dalla stessa ALIT Technologies. Dalla data di uscita di quella rivista, Alumec ha fatto dei notevoli passi avanti per essere sempre più green: dall’installazione di pannelli fotovoltaici su tutte le superfici disponibili dell’azienda, alla sostituzione del ciclo di pretrattamento con prodotti chrome-free e nanotecnologici fino al recente aggiornamento del processo di lavaggio delle matrici di Inestrusione.precedenza l’azienda utilizzava soluzioni riscaldate di carbonato di sodio al 30%. In questo modo i bagni avevano una durata di soli tre giorni lavorativi su tre turni al giorno. Il cliente si lamentava dell’elevato consumo di soda, della pulizia superficiale delle matrici e delle continue incrostazioni nel sistema di lavaggio.

Con l’aggiunta di Claris 9346 MB al 3,5% p/p ha ottenuto subito i seguenti benefici:











• Vita utile del bagno aumentata da 3 a 6/7 giorni.
• Migliore livello di pulizia generale delle matrici.
• Stabilità termica del bagno nel range 90-95 °C e minore formazione di fumi.




• Assenza di fango alla fine del ciclo di lavaggio. L’utilizzo di Claris 9346 MB ha apportato diversi benefici, quali il risparmio di grandi quantità di soda caustica e di energia e dei migliori risultati di lavaggio. Confrontando l’attuale gestione del processo con la precedente senza Claris 9346 MB il cliente è ora pienamente soddisfatto.
“La collaborazione con Alit si è notevolmente rafforzata dall’uscita dell’articolo sulla vostra rivista dedicato al sistema di sverniciatura fuori linea dei ganci di appensione dei profili sul nostro impianto verticale” spiega Manolo Brunotti, responsabile dell’impianto di verniciatura in Alumec. “Dopo la mia partecipazione al corso tecnico organizzato da ipcm® Academy e l’ottenimento del certificato internazionale di tecnico dei processi di finitura industriale, ho capito che avremmo potuto ottimizzare ulteriormente il nostro modo di verniciare, risparmiando tempo e denaro e, soprattutto, rispettando l’ambiente il più possibile.”
1 Alessia Venturi, Improving Efficiency, Productivity, and Envi ronmental Friendliness with Chemical Paint Stripping: Alumec’s Experience in ipcm®n° 68, Vol. XII, March-April 2021, pagg. 56-62
INNOVATIONS: PRESENT & FUTURE
La fase di lavaggio delle matrici.
“Dopo aver messo a punto il sistema di sverniciatura, la collaborazione con Alit è proseguita al punto che abbiamo sostituito l’intero processo di pretrattamento con i prodotti di questa azienda” spiega Brunotti.
“Ho chiesto espressamente di realizzare un prodotto che avrebbe fatto al nostro caso così, insieme ad Alit, abbiamo iniziato a sviluppare un prodotto innovativo per la pulizia delle matrici delle presse di estrusione. Le nostre esigenze erano soprattutto quelle di velocizzare il processo di lavaggio e di allungare la vita del bagno. Abbiamo investito con Alit molto tempo nella ricerca e prove del prodotto ottimale e da questa ricerca è nato un prodotto che ha decisamente migliorato questa importante operazione sotto molti aspetti. Un importante risultato è legato al consumo di gas metano: il bagno contenente soda deve essere mantenuto ad una temperatura vicina ai 100°C quindi i bruciatori dovevano essere costantemente accesi per 24 ore al giorno. Con l’aggiunta di Claris 9346 MB, una volta portata la soluzione alla
temperatura di 80°C i bruciatori si spengono e, per effetto endotermico, il bagno mantiene una temperatura costante richiedendo la ripartenza dei bruciatori solo nel momento d’immersione e risalita dei cesti contenenti le matrici da lavare.”
Prosegue Brunotti: “un altro importante vantaggio è il risparmio di oltre il 50% sui costi di smaltimento nonché sulla soda utilizzata. Se sommiamo questi vantaggi alla velocizzazione del 20% del processo di lavaggio, ritengo che possiamo ritenerci decisamente soddisfatti e ringrazio personalmente Alit anche per il nome dato appositamente: MB 9346 sono le mie iniziali”.

Il lancio ufficiale di questo nuovo prodotto avverrà in occasione della Fiera Aluminium 2022 che si celebrerà a Düsseldorf dal 27 al 29 settembre 2022 dove Alit Technology sarà presente con uno stand per illustrare ai visitatori questa e altre importanti novità.

80 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ALUMINIUM
© ipcm
Pracal consolida la partnership con il fornitore di vernici per coil e garantisce una finitura degli avvolgibili oltre gli standard di qualità
Monica Fumagalli, ipcm®
Pracal, azienda specializzata nella produzione di avvolgibili, si è affermata in uno dei territori più complessi in termini di sviluppo economico grazie alle scelte controcorrente e alle capacità imprenditoriali del titolare e dei partner, come il suo fornitore di vernici Condoroil Chemical, che l’hanno aiutata nello sviluppo di eCOILS, la nuova azienda specializzata nella pre-verniciatura in continuo dei coil in alluminio e acciaio.
 SPECIAL ISSUE
La nuova finitura eSKIN di eCOILS, ramo di Pracal, che garantisce un’ottima prestazione in fase di piega e resistenza agli UV.
SPECIAL ISSUE
La nuova finitura eSKIN di eCOILS, ramo di Pracal, che garantisce un’ottima prestazione in fase di piega e resistenza agli UV.
82 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine
FOCUS ON TECHNOLOGY
ON ALUMINIUM
© Pracal
Uno
dei processi tecnicamente e operativamente più complessi è la pre-verniciatura in continuo di nastri o coil di diversi supporti metallici, in particolare alluminio e acciaio, destinati sia al settore dell’edilizia (facciate, tetti e avvolgibili), dei trasporti (pareti e interni di caravan e treni) e dell’industria (imballaggi ed elettrodomestici). È costituito da diversi “sottoprocessi” che, per raggiungere risultati qualitativi ottimali, devono sincronizzarsi perfettamente: dall’applicazione della vernice a rullo alla polimerizzazione del prodotto verniciante, sia esso a liquido o a polvere, che deve avvenire in pochi secondi, fino alle lavorazioni successive alla pre-verniciatura, quali, per esempio, la profilatura, lo stampaggio, la piegatura e la trafilatura del coil, oppure i trattamenti chimici come la stampa off-set o la sublimazione. Proprio per questa sua caratteristica congenita, ossia quella di anticipare l’intervento di verniciatura prima delle fasi di formatura del pezzo finito, il processo di coil coating deve essere effettuato con estrema cura e attenzione in ogni fase operativa, di movimentazione e di stoccaggio, dal momento che la finitura in uscita dalla linea di coil coating sarà la stessa che vedrà l’utilizzatore finale, poiché non sono previsti ulteriori trattamenti Raggiungeresuperficiali.
il know-how tecnico per gestire una linea di coil coating e fornire ai propri clienti un prodotto in grado di superare gli standard di qualità ha rappresentato la sfida più importante per Pracal Srl, azienda di Polla, in provincia di Salerno, che produce profili per avvolgibili.

“Grazie alla competenza acquisita sul campo, – ci spiega Vittorio Iacullo, responsabile di eCOILS, ramo dell’azienda campana - alla partnership con aziende specializzate nella produzione di vernici per coil, come Condoroil Chemical (Casale Litta, Varese) e alla qualità dei nostri lavoratori, motivati e pronti ad affrontare nuove sfide, siamo oggi un punto di riferimento, oltre che per gli avvolgibili, anche per il coil coating, a livello nazionale ed internazionale”.
Una visione pionieristica ed estrema capacità di problem solving: le armi vincenti di Pracal “Pracal (Profili Acciaio Alluminio) è l’ultima espressione di una solida realtà aziendale nata nella seconda metà degli anni Ottanta per l’assemblaggio di avvolgibili in PVC grazie alla visione lungimirante e pionieristica del nostro attuale presidente, Francesco Pinto, fondatore dell’azienda” racconta Maria Massaro, Amministratrice Delegata. “Già nei primi anni novanta la società ha incluso nelle proprie lavorazioni l’estrusione delle materie plastiche ed è diventata leader nel Sud Italia per la produzione di avvolgibili in PVC, a cui ha presto affiancato anche quella di stecche su misura, porte riducibili e box doccia. Dopo il 2000, l’azienda si è specializzata anche nella profilatura di alluminio e acciaio. Nasce così Pracal, affermatasi sul mercato per la professionalità, la capacità di trovare soluzioni rapide alle esigenze dei clienti e per il servizio rapido e impeccabile a partire dall’ordine fino alla consegna”. ipcm
Il reparto di preverniciatura in continuo di Pracal Srl.
83international PAINT&COATING magazine - SEPTEMBER/OCTOBER 2022 - N. 77 FOCUS ON TECHNOLOGY
©
Anche la decisione di internalizzare il trattamento superficiale dei profili metallici è il risultato di un’intuizione del titolare, Francesco Pinto e di suo figlio Raffaele, che, sin dal suo ingresso in azienda, ha profuso un’incredibile energia. “L’idea ha iniziato a prendere forma nel 2009, quando l’esigenza di rispondere just in time alle richieste dei committenti non collimava con la disponibilità degli stock a magazzino, perché i terzisti a cui ci affidavamo non erano in grado supportare la nostra produzione intensiva. Abbiamo quindi iniziato a verniciare i nostri coil con un piccolo impianto, che però non ci garantiva quella ripetibilità delle tinte che rappresentava il nostro standard di qualità. Gli strumenti e le prassi che abbiamo sviluppato per risolvere i problemi che di volta in volta si presentavano in reparto si sono comunque rivelati utili per raggiungere le competenze che ci permettono di gestire il nuovo impianto di verniciatura in continuo installato in aggiunta al precedente, oggi fiore all’occhiello della nostra produzione”.
eCOILS: il coil coating all’inizio della filiera produttiva dell’azienda



La sede di Pracal è situata in una zona industriale perfettamente collegata all’arteria autostradale vicina. Nonostante le congiunture economiche non favorevoli degli ultimi due anni e la posizione geografica penalizzante rispetto ai suoi competitor, Pracal è comunque riuscita a sviluppare un’organizzazione efficiente e resiliente che ha determinato una crescita costante. L’azienda ha recentemente deciso di lanciare un nuovo marchio eCOILS, che, nato come brand di Pracal, potrebbe presto avere uno sviluppo come azienda a sé stante per la produzione e vendita dei nastri preverniciati, che già sta avvenendo in settori diversi da quello degli avvolgibili.
Dall’alto al basso:
I coil trattati da Pracal.
La prima cabina di verniciatura per l’applicazione del primer e del backcoat. Dettaglio delle teste vernicianti per l’applicazione della mano a finire.
84 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ALUMINIUM
© ipcm © ipcm
© Pracal
“Il nuovo impianto di coil coating” – precisa Sabatino Di Domenico, responsabile del controllo qualità presso Pracal – “ci ha permesso quel salto produttivo con cui abbiamo potuto affermarci in questo settore. Oggi verniciamo a liquido nastri con spessore da 0,2 a 1,8 mm e larghezza massima pari a 1500 mm utilizzando diversi tipi di vernici, tra cui poliesteri, poliammidiche, poliuretaniche e PVdF, e ci affidiamo anche al team di Condoroil Chemical per la fornitura delle vernici backcoat e topcoat”.


“Le fasi del processo di verniciatura in continuo – descrive le diverse fasi di trattamento Di Domenico - prevedono il carico dei coil grezzi in alluminio o acciaio a basso spessore su due aspi devolgitori. Prima del pretrattamento e della verniciatura i nastri sono uniti tramite giuntatrice in modo che il nastro possa essere trattato in continuo; qui la torre di accumulo dei coil permette infatti di effettuare la giunta tra 2 nastri senza fermare l’impianto. La velocità e la temperatura sono i due parametri che devono sempre essere mantenuti costanti”.
Il pretrattamento prevede lo sgrassaggio alcalino in un primo tunnel con rampe di spruzzatura ad alta pressione e spazzole meccaniche per la rimozione di oli, grassi ed eventuali ossidi presenti sul nastro; un secondo tunnel a spruzzo effettua un risciacquo con acqua normale e completa questa fase con un secondo risciacquo. Il processo si completa in un terzo tunnel in cui avviene la passivazione mediante fluozirconatura.
“I reflui recuperati sono poi condotti all’impianto di depurazione che stiamo potenziando con un ulteriore sistema di filtraggio per far fronte ai picchi di produzione e migliorare in questo modo il riciclo dell’acqua, che è uno dei nostri principali obiettivi. Segue un sistema di asciugatura che è stato realizzato dal reparto di lavorazione meccanica di Pracal per ottenere la perfetta asciugatura della superficie dei nastri con spessore superiore ai 10 decimi, al fine di offrire il pre-verniciato perfetto, non solo ai produttori di avvolgibili, ma anche a lattonieri, facciatisti, coperturisti e produttori di pannelli utilizzati in vari settori, dall’edilizia al navale”.
Il processo di verniciatura in continuo Dopo l’asciugatura, i nastri passano nella prima delle 3 cabine di verniciatura dotata di 2 coaters in grado di applicare primer e backcoat, in un unico passaggio. Segue la polimerizzazione in forno e una fase di raffreddamento prima ad aria e poi ad acqua. “Uno dei vantaggi della verniciatura a liquido – continua Di Domenicoè il tempo di polimerizzazione molto breve durante il quale i colori del pigmento rimangono stabili. Il tempo trascorso dal nastro nel forno può variare da 6 a 60 secondi a seconda delle caratteristiche del coil, mentre la temperatura può essere compresa tra 210 °C e 250 °C. Una volta che il nastro è entrato nel forno, raggiunge gradualmente una temperatura prossima a quella del forno stesso. In uscita, il nastro viene raffreddato da getti di aria fredda e acqua demineralizzata”.
ROBOTIC PAINTING SOLUTIONS






FOCUS ON TECHNOLOGY Publierre_Milano Epistolio Srl. Via Piemonte 120 21100 Varese (VA) Ph:ITALY+39 0332 212692 Fax: +39 0332 www.epistolio.itinfo@epistolio.com223666 towards the future EPISTOLIO EPISTOLIO EPISTOLIO SOLUZIONI ROBOTIZZATEVERNICIATURADI
- La
-
-
Nella seconda cabina viene applicato il topcoat e sono ottenuti gli effetti particolari, come metallizzato, legno, antichizzato o Cor-Ten, mentre la terza è predisposta per l’applicazione del trasparente. Lo spessore complessivo del rivestimento sul prodotto finito è generalmente compreso tra 5 e 15 micron per il primer e 1530 micron per il secondo strato.


Segue quindi di nuovo il passaggio nel forno di raffreddamento ad aria e acqua, nell’accumulatore di uscita dove si effettua il taglio del coil e nell’aspo avvolgitore del nastro verniciato in uscita”.
Ogni stazione è dotata di un PLC di controllo per la raccolta e l’analisi dei dati, la tracciatura dei nastri e la gestione complessiva della linea di “L’innovativaverniciatura.gestione dei dati provenienti dai dispositivi PLC – continua Di Domenico – rientra nell’investimento che abbiamo effettuato lo scorso anno per strutturare la fabbrica secondo i parametri dell’Industria 4.0. Con questo sistema siamo in grado di gestire al meglio l’intero ciclo produttivo che è molto rigido: dal momento che la verniciatura è la prima fase del processo e non l’ultima, come succede invece nelle linee di verniciatura tradizionali, le operazioni relative ai trattamenti superficiali devono svolgersi in tempi compatibili con le lavorazioni successive, come il taglio del coil e la profilatura degli avvolgibili, garantendo tempi di consegna brevi, mai a scapito della qualità.”
eCOILS e Condoroil Chemical insieme per il controllo qualità All’uscita dalla linea di coil coating il nastro viene sottoposto ad un primo controllo visivo. Verifiche più approfondite sono poi effettuate con strumenti di misurazioni manuali e automatici, come lo spessofotometro e il micrometro, nel laboratorio analisi. “Eseguiamo tutte le verifiche possibili per consegnare un prodotto che risponda a standard di qualità che vadano oltre le normative previste, dal MACHU all’impact test fino alla quadrettatura. Per le prove in nebbia salina ci affidiamo invece al laboratorio prove di Condoroil Chemical

86 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ALUMINIUM
torre di raffreddamento.
Il primo controllo dopo la verniciatura avviene con strumentazione manuale ed è effettuato da Antonio Salviati.
Prova di quadrettatura su uno dei lamierini verniciati. © ipcm © ipcm © eCOILS
che, oltre a fornirci le vernici da utilizzare nella nostra linea di coil coating, ci offre anche un servizio di assistenza e consulenza sui risultati di finitura ottenuti. Siamo anche in continuo contatto con loro per l’ottimizzazione della formulazione delle vernici che utilizziamo” spiega Antonio Salviati, responsabile del laboratorio di analisi interno all’azienda. “Una volta superate le prove di qualità, il coil è pronto per l’imballaggio e la consegna ai nostri clienti sia in Italia che all’estero”, prosegue Iacullo.
“Le nostre finiture particolari sono molto apprezzate per il loro valore estetico e qualitativo che rende il brand eCOILS riconoscibile sul mercato. In particolare, abbiamo ricevuto grandi soddisfazioni dalla nostra nuova finitura eSKIN che garantisce un’ottima prestazione in fase di piega e resistenza agli UV. Perseguiamo, inoltre, una politica sempre più green, puntando a raggiungere uno scarto della plastica pari a zero: per questo motivo il 90% del coil verniciato presente al momento in azienda è privo di film protettivo in PVC. Stiamo cercando di sostituire anche
SMART SOLUTION FOR POWDER COATING EVEN Plus

• Economical entry into automatic coating
• Optimized powder recovery with Energy Efficiency Package (EEP)
• Easy and fast color change
• Combination with PXM powder center: Automatic fresh powder supply and integrated system control via 15.6 inch touchscreen
 Il taglio del coil dopo la verniciatura.
Il taglio del coil dopo la verniciatura.
FOCUS ON TECHNOLOGY www.wagner-group.com
- NOW
MORE POWERFUL. E-Line
© ipcm
alcuni elementi caratteristici dell’imballaggio come la pellicola o il pluriball, che però è attualmente l’unica soluzione impermeabile”.
Un fornitore tempestivo nella consegna “Con una filiera di approvvigionamento delle materie prime resa vacillante dalla situazione che tutti ben conosciamo, consegnare i nostri prodotti in modo tempestivo e nei tempi indicati dai committenti è fondamentale” –precisa Iacullo. “Per farlo in un ambiente dinamico come il nostro, bisogna però aver scelto le giuste partnership con i fornitori. Non solo: sono fondamentali anche la coerenza e l’affidabilità nell’accettare gli ordinativi e dar loro seguito. Condoroil Chemical soddisfa tutti questi requisiti: la loro fornitura di vernici poliammidiche e poliuretaniche per avvolgibili e sistemi oscuranti e di vernici poliestere per i prodotti outdoor è sempre stata precisa e puntuale, anche quando si è trattato di formulare nuove tinte su richiesta”. “Le vernici che forniamo a Pracal - chiarisce Sara Ponti, responsabile del laboratorio di Condoroil - possono essere standard o realizzate in qualsiasi colore richiesto dal cliente e possiedono una durezza superficiale, flessibilità e adesione tali da favorire le lavorazioni di

profilatura e piegatura successive”. “La collaborazione con questo fornitore – conclude Iacullo – continuerà in futuro, probabilmente anche con una maggiore intensità dal momento che vogliamo affermarci sul mercato con il nostro nuovo marchio eCOILS. Crediamo che le soluzioni energetiche, tecniche ed ambientali che l’alluminio può darci siano le migliori; non solo perché l’alluminio è un metallo riciclabile al 100% e all’infinito, ma anche per le sue proprietà fisico-chimiche migliorate e potenziate dai nostri trattamenti delle superfici laminate. Nonostante il notevole tasso di emigrazione che contraddistingue da secoli il Sud Italia, riusciamo ad attirare e formare professionisti e operai di alto profilo per cui la sicurezza di un rapporto con un fornitore in grado di darci supporto in ogni fase del processo, dall’R&D fino al controllo qualità del prodotto verniciato, è fondamentale e rappresenta un plus in più che riconosciamo a Condoroil Chemical. Chi lavora in eCOILS e in generale nel gruppo Pracal, crede nella visione aziendale di Francesco e Raffaele Pinto ed è determinato a contribuire allo sviluppo di un’industria moderna, in puro stile italiano, che abbia il suo cuore qui: nel cuore del Sud Italia”.

 - Coil imballati pronti per la spedizione.
- Dettaglio di un nastro preverniciato in tinta RAL 1013 avorio.
- Da sinistra: Paola Zavattoni e Sara Ponti, rispettivamente titolare e responsabile del laboratorio di Condoroil Chemical, Michele Langone, Vittorio Iacullo e Sabatino Di Domenico di Pracal Srl. Pracal
- Coil imballati pronti per la spedizione.
- Dettaglio di un nastro preverniciato in tinta RAL 1013 avorio.
- Da sinistra: Paola Zavattoni e Sara Ponti, rispettivamente titolare e responsabile del laboratorio di Condoroil Chemical, Michele Langone, Vittorio Iacullo e Sabatino Di Domenico di Pracal Srl. Pracal
88 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ALUMINIUM
© ipcm © ipcm ©
Innovation and Technology for Three Generations

orbita.it
ECCO: Il progetto che mira a rivoluzionare il settore del coil coating
Da un’intervista con Prof.Dr.-Ing Dimosthenis Trimis Karlsruhe Institute of Technology Heiko Schneider - GoGaS Ing. Massimiliano Fontana - Tecno Group Nell’ambito del progetto ECCO, dodici partner hanno unito le forze per realizzare un innovativo impianto di coil coating con l’obiettivo non solo di aumentare la compattezza del sistema, ma anche di ottimizzare la flessibilità produttiva grazie a un processo modulare ed energeticamente autosostenibile, che può fornire un surplus di energia da utilizzare in altre parti del processo di verniciatura di coil.
Innovare
non è sempre facile, soprattutto quando un processo è già comprovato. Tuttavia, non esistono davvero campi o processi che non abbiano almeno un margine di miglioramento. Semmai, è proprio così che nasce la vera innovazione: quando le persone con l’intuizione e le capacità giuste si incontrano e decidono di dedicarsi a questo obiettivo. Quando si parla di innovazione nel settore del coil coating, la nostra rivista ha già presentato uno degli impianti più avanzati per l’applicazione della vernice in polvere, che sfrutta la tecnologia IR catalitica per velocizzare
il processo senza sovraccaricare l’impianto1 Oggi vi presentiamo un’altra innovazione rivoluzionaria, quella di ECCO: un progetto di ricerca condotto da un consorzio di dodici partner (quattro università, due centri di ricerca privati, tre PMI e tre multinazionali) e fondato dal Programma quadro dell’Unione europea per la ricerca e l’innovazione Horizon 2020, finalizzato allo sviluppo di un processo di coil
1 M. Fumagalli, “AluCoating sceglie la tecnologia IR catalitica per velocizzare la verniciatura a polvere dei coil in alluminio”, ipcm® International Paint&Coating Magazine n. 75, pp. 52-56.
coating con vernici liquide più efficiente dal punto di vista energetico utilizzando nuovi materiali e implementando una configurazione avanzata dell’impianto.

Come nasce ECCO
“Dieci anni fa avemmo l’idea di creare un nuovo processo di coil coating in grado di ridurre drasticamente il fabbisogno energetico del processo di polimerizzazione. Per raggiungere questo obiettivo è necessario eliminare i forni convettivi, che richiedono un’enorme quantità di aria preriscaldata in modo che la concentrazione di solvente nell’aria sia inferiore al limite di bassa infiammabilità (≤ 1% della concentrazione di solvente). Infatti, con i processi di coil coating standard, se si vuole risparmiare energia, è necessario recuperare il calore e disporre di un postcombustore termico dedicato per eliminare il solvente”, spiega Prof.Dr.-Ing Dimosthenis Trimis, direttore della divisione Combustion Technology del Karlsruhe Institute of Technology. “Quindi ci chiedemmo: c’è un altro modo per gestire un impianto di coil coating più energeticamente efficiente? La risposta a questa domanda era sì, ma per farlo abbiamo dovuto costruire un impianto in grado di operare al di sopra del limite superiore di infiammabilità, evitando però il rischio di esplosione. Ciò significa generare nel forno un’atmosfera piena di solvente
Il coater.
90 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine INNOVATIONS: PRESENT & FUTURE
SPECIAL ISSUE ON ALUMINIUM
© ipcm
organico ma con aria insufficiente per provocare una possibile esplosione. Per ottenere tutto ciò, ci rendemmo conto di dover riscaldare indirettamente e non in modo convettivo e che il calore radiante era la soluzione al problema”.
“Per sfruttare il riscaldamento radiante è necessario disporre di irraggiatori all’interno della sezione del forno di polimerizzazione. Tuttavia, se gli irraggiatori sono a combustione, come nel nostro caso, devono essere fisicamente separati dal forno attraverso un’interfaccia trasmissiva degli infrarossi che permette il passaggio della radiazione IR, riscaldando così il “Questoforno”.
era il principio alla base della nostra idea. Dieci anni fa avviammo un prototipo per capire se si potesse trovare un tipo di lastra trasparente a infrarossi per consentire questo tipo di operazione. Inoltre, volevamo anche verificare se i bruciatori potessero funzionare con i solventi evaporati del forno di polimerizzazione. Ciò ci avrebbe permesso di ottimizzare i consumi energetici in due modi: non avremmo più avuto bisogno di preriscaldare enormi quantità di aria per poi recuperarla e non avremmo avuto bisogno di utilizzare il gas naturale, impiegando invece i solventi già in lavorazione”.
Questo progetto è stato condotto dal Karlsruhe
Institute of Technology e da GoGaS, un’azienda specializzata nella costruzione e produzione di impianti di essiccazione per diversi settori industriali. “Il primo progetto esplorativo ha avuto successo: abbiamo dimostrato di poter far funzionare i bruciatori radianti con i solventi e di poter anche utilizzare le lastre trasparenti a infrarossi in grado di resistere a queste dure condizioni di radiazione e riscaldamento ad alto infrarosso”, afferma Heiko Schneider, amministratore delegato di GoGaS.


Le principali difficoltà “Una volta provata la fattibilità del progetto, siamo passati alla fase successiva, che doveva tenere in considerazione la complessità di tale sistema. Per raggiungere questo obiettivo abbiamo formato un consorzio di dodici partner composto da aziende, università e centri di ricerca, ciascuno con un compito specifico in base al proprio ambito di competenza”, racconta il professor Trimis.
C’erano due aree di ricerca principali. Una era volta a migliorare i bruciatori radianti.
“I bruciatori radianti sono bruciatori ceramici porosi e la combustione avviene nelle cavità porose. Irraggiano intorno ai 1400° C, temperature molto elevate per i normali bruciatori radianti – che normalmente
Il forno di polimerizzazione.
INNOVATIONS: PRESENT & FUTURE COMPLETE SOLUTIONS for HANGING and MASKING www.rostirolla.it
© ipcm
raggiungono i 1000/1100° C. Pertanto, avevamo bisogno di ceramiche ad alta temperatura in grado di resistere agli shock termici e all’ossidazione. Infatti, le ceramiche solitamente impiegate in queste applicazioni sono a base di carburo di silicone, che con il tempo può ossidarsi ed è soggetto a degradazione. Quindi, un gruppo di ricerca si è dedicato a migliorare questi materiali, applicando ad esempio strati protettivi per creare una barriera all’ossidazione o modificandoli con ulteriori composti. I partner che hanno partecipato a questa ricerca sono stati la Scuola Universitaria Professionale della Svizzera Italiana (SUPSI) ed EngiCer Sa, produttore di strutture ceramiche per l’alta temperatura. Il Politecnico di Torino è stato invece incaricato di analizzare i materiali con strumentazioni molto sofisticate”. Il secondo gruppo di ricerca si è concentrato sulle lastre di separazione. “Per quanto riguarda la lastra di vetro che separa i bruciatori e la sezione del forno, c’erano due problemi principali da affrontare. Il primo era che le lastre devono resistere allo shock termico pur essendo, allo stesso tempo,
trasmittenti agli infrarossi. Quando si parla di trasmissività all’infrarosso per le temperature che stiamo raggiungendo, dobbiamo salire fino a 6 micrometri di trasmissività. I vetri normali bloccano la trasmissione a 1,5/2 micrometri. Il vetro al quarzo può arrivare fino a 3 micrometri, se trattato in modo speciale. Quindi, la sfida era ottenere un materiale che ci permettesse di raggiungere un intervallo di lunghezze d’onda elevato ma abbastanza robusto da resistere allo stress termico. Il secondo problema era posto dalle possibili reazioni pirolitiche. Nella sezione di polimerizzazione, infatti, è presente un’atmosfera molto ricca di solventi evaporati ad una temperatura di 250-300°C. Quindi le reazioni pirolitiche potrebbero produrre depositi che ostruiscono le finestre e, di conseguenza, la trasmissività. Per affrontare questa sfida, abbiamo applicato sui vetri un rivestimento catalitico trasparente, che ha favorito l’ossidazione dei depositi di carbonio durante il funzionamento. Questa ricerca è stata condotta da Colorobbia, specializzata in materiali vetrosi, e da un altro gruppo di ricerca del Politecnico di Torino specializzato nello
sviluppo di sistemi catalitici”.
Oltre a migliorare i materiali impiegati, il consorzio ha dovuto simulare anche l’intera operazione. “L’impianto è caratterizzato da una sezione con i bruciatori e una con il forno, separate da lastre di vetro trasparenti. Occorre quindi un flusso dedicato per evitarne il riscaldamento convettivo, ovvero il contatto diretto dei gas di scarico dei bruciatori con le lastre. Occorre inoltre ricircolare l’atmosfera del forno sia per omogeneizzarla sia per sfruttare una parte del circuito di ricircolo come combustibile per i bruciatori. Infine, è necessario disporre di camere di inertizzazione in ingresso e in uscita per evitare l’ingresso di aria nell’impianto o l’uscita di vapori di solvente. Abbiamo sviluppato un sistema per realizzare tutto questo, ma per realizzarlo effettivamente avevamo bisogno di simulazioni numeriche dettagliate di tutti questi flussi in geometrie 3D reali e in alta risoluzione. Le hanno realizzate i nostri colleghi portoghesi dell’Instituto Superior Técnico di Lisbona, che hanno apportato molti cambiamenti nel design”, spiega il professor Trimis.
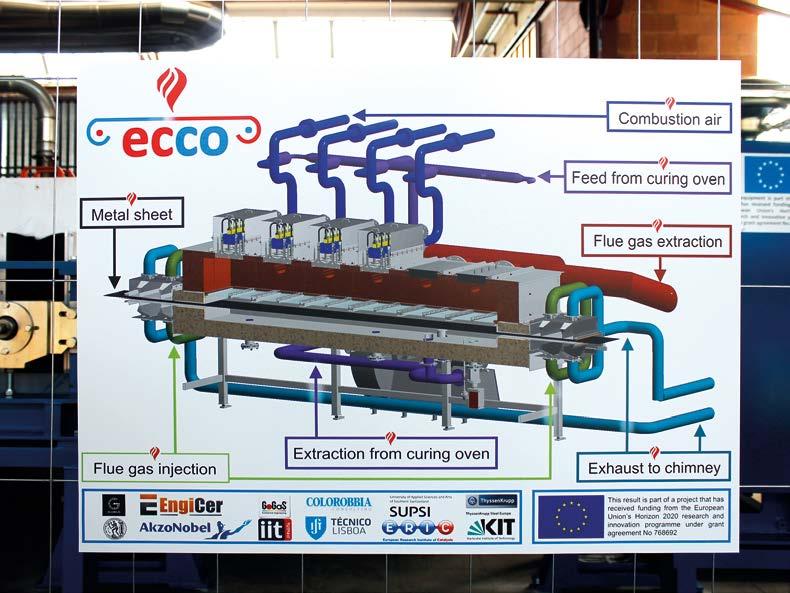 Da sinistra a destra:
La configurazione completa del forno di polimerizzazione e delle sezioni dei Labruciatori.camera di post-inertizzazione.
Il tunnel di raffreddamento.
Da sinistra a destra:
La configurazione completa del forno di polimerizzazione e delle sezioni dei Labruciatori.camera di post-inertizzazione.
Il tunnel di raffreddamento.
92 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ALUMINIUM
© ipcm
Un lavoro di squadra
“Tutti i partner hanno un ruolo specifico, ciascuno nel proprio ambito di competenza, ma c’è anche molta cooperazione e interdipendenza dal lavoro dell’altro”, afferma Heiko IlSchneider.Karlsruhe
Institute of Technology ha coordinato l’intero lavoro e studiato come progettare i bruciatori: come dovrebbe essere la struttura porosa, come combinare i materiali per ottenere la stabilità del processo, ecc. È stato anche incaricato di simulare il processo L’impiantocomplessivo.pilota si trova attualmente presso Tecno Group srl Officine Meccaniche, azienda italiana specializzata nella costruzione e assemblaggio di macchine speciali, comprese quelle per la movimentazione e la verniciatura di “Siamocoil.
stati coinvolti nel progetto dal nostro cliente Globus Srl, società di ingegneria specializzata nella progettazione, costruzione e messa in servizio di impianti di coil coating e a cui solitamente forniamo le macchine necessarie al processo. Per questo progetto speciale abbiamo messo a disposizione il


nostro stabilimento per assemblare la linea completa ed effettuare i test operativi”, afferma l’Ing. Massimiliano Fontana, titolare di Tecno AncheGroup.ThyssenKrupp
Steel Europe, uno dei principali attori nella verniciatura di coil, è stato coinvolto nel progetto per definire la qualità del “Sinprocesso.dall’inizio siamo rimasti in contatto con ThyssenKrupp, che si è mostrata interessata alla possibilità di trasferire questo processo alle linee di coil coating in cui opera. In particolare, il team ThyssenKrupp ci ha aiutato a valutare i consumi energetici rispetto agli impianti standard. Stanno anche valutando i vantaggi in termini di dimensioni dell’impianto. Il forno infatti è molto più piccolo di quelli convenzionali e, poiché brucia i solventi nei bruciatori che riscaldando il forno, non è necessario un successivo trattamento termico separato. Ciò rende l’installazione complessiva notevolmente più piccola. ThyssenKrupp ha avuto un ruolo di primo piano anche nella definizione dei test di qualità da effettuare: su quali coil e materiali, se pretrattarli o meno; con quale velocità
condurre le prove e i parametri di valutazione dei campioni. Stanno inoltre fornendo tutti i coil e stanno eseguendo tutti i pretrattamenti necessari, a seconda dei test che dobbiamo effettuare”, spiega Trimis.
“Abbiamo fornito quaranta coil, che sono trattati e analizzato per controllarne il livello qualitativo, confrontandolo con la nostra produzione. A mio avviso, questo è l’inizio di una nuova era per la verniciatura e la polimerizzazione di coil, in termini di efficienza dei costi, manutenzione e ottimizzazione degli spazi”, aggiunge Joseph Schneider, ingegnere di processo di ThyssenKrupp.
AkzoNobel ha fornito le vernici.
“L’azienda ha anche fornito alcune informazioni sensibili sulla composizione dei solventi e sta attualmente modificando le formulazioni delle vernici in base alle nostre esigenze. Ad esempio, stanno creando per noi lotti di vernice bianca con un tasso di assorbimento della radiazione infrarossa su misura e più elevato”, spiega il professor Trimis.
“Avevamo anche bisogno di valutare l’impatto ambientale del processo e condurre un’analisi
93international PAINT&COATING magazine - SEPTEMBER/OCTOBER 2022 - N. 77 INNOVATIONS: PRESENT & FUTURE
© ipcm© ipcm
del ciclo di vita, confrontandolo con casi di riferimento delle tecnologie attuali. Tuttavia, poiché il processo è nuovo, dovevamo anche sviluppare nuovi KPI corrispondenti. La National Technical University di Atene si occupa di questo aspetto. È davvero un progetto con molte interrelazioni: mentre stanno definendo un KPI, dobbiamo creare i sensori corrispondenti per raccogliere i dati in modo che si possa formare questo indicatore”.
Le fasi del progetto “Il progetto è iniziato con lo sviluppo dei singoli componenti e la simulazione della loro integrazione. Questa prima fase è stata seguita da uno stadio di ingegnerizzazione, durante il quale tutti questi componenti di nuova concezione hanno dovuto essere analizzati a fondo per individuare possibili colli di bottiglia e problemi. Le simulazioni numeriche hanno quindi svolto un ruolo importante. Poi abbiamo iniziato la fase di costruzione, procurandoci i pezzi necessari e fabbricando i forni. Abbiamo anche dovuto valutare le misure di sicurezza con organismi accreditati. Ci vuole del tempo perché non esiste uno standard, è qualcosa di nuovo che richiede nuove valutazioni. Siamo ora nella fase di collaudo, testando sia
i componenti sia l’intero processo. Una volta completato questo stadio e dopo la valutazione degli organismi accreditati, inizieremo la fase demo”, afferma Trimis.
“Prima d’ora, non avevamo mai realizzato un impianto con questa configurazione, che mira a ridurre i consumi energetici e le dimensioni dell’impianto e, di conseguenza, ottenere una maggiore flessibilità di processo. Globus e GoGaS hanno in programma di commercializzarlo dopo la fase demo di questo impianto pilota, che è già semiindustriale. Anche se non è ancora integrato con un pretrattamento e non ha ancora la possibilità di applicare sia il primer sia il top coat, è comunque un prototipo su scala molto rilevante”, aggiunge Heiko Schneider.
La configurazione dell’impianto pilota “Il processo inizia con lo srotolamento del coil, che poi passa attraverso il coater. Si decide dunque quale tipo di rivestimento applicare (primer o top coat) e il suo spessore. Dopo questa fase, il coil entra nel forno, che è lungo 6 metri. Il forno ha due zone separate: una è la sezione di polimerizzazione e l’altra ospita i bruciatori radianti. Tra queste due aree ci sono
le lastre trasparenti. All’ingresso e all’uscita del forno si trovano le camere di inertizzazione, divise a loro volta in due zone separate: nella prima avviene l’iniezione dei gas di scarico dei bruciatori, in modo da costruire una barriera contro l’aria esterna, mentre la seconda è dedicata all’estrazione sia dei gas di scarico sia dell’aria dall’esterno. Successivamente, c’è una fase di raffreddamento con acqua spruzzata. Poi il coil è nuovamente arrotolato”, spiega il professor Trimis.
“I diversi flussi devono essere preriscaldati o raffreddati, quindi l’impianto è dotato anche di una rete di scambiatori di calore che ne regolano i livelli di temperatura. Ad esempio, il gas di scarico dei bruciatori non è semplicemente iniettato nella camera di inertizzazione, ma viene prima raffreddato. Mentre ciò accade, il gas serve anche per preriscaldare l’aria per i bruciatori o per il ricircolo dei solventi, al fine di mantenere la temperatura costante. C’è anche una rete di fornitura di aria e gas con le valvole corrispondenti. Questa parte esterna dell’impianto è grande quanto l’area di processo, ma comunque molto compatta rispetto ai sistemi standard”.
“Avendo dimostrato che questo impianto pilota funziona, le barriere per installarne uno standard sono ora inferiori. Quindi, l’obiettivo è costruire una linea di coil coating industriale e iniziare a entrare nel mercato con questa tecnologia, che ha il potenziale per cambiare il settore. Il nostro compito è ora rispondere alle possibili preoccupazioni circa la novità e l’affidabilità dell’impianto e dimostrarne il grande potenziale”, conclude Heiko Schneider.
 Da Ing.sinistra:Massimiliano Fontana (Tecno Group), Heiko Schneider (GoGaS) e Dimosthenis Trimis (Karlsruhe Institute of Technology).
Da Ing.sinistra:Massimiliano Fontana (Tecno Group), Heiko Schneider (GoGaS) e Dimosthenis Trimis (Karlsruhe Institute of Technology).
94 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ALUMINIUM
© ipcm
1972 2022 5O
VAFE festeggia 60 anni con una nuova linea di verniciatura orizzontale di profili, lamiere e accessori per architettura.
Aumento della produttività grazie a una progettazione intelligente di convogliatore e impianto
Qualsiasi terzista che si rispetti ha un imperativo: soddisfare tutte le richieste dei clienti senza mai fermare la linea produttiva. Ciò è ancora più imperativo per un terzista di verniciatura, soprattutto se inserito in un mercato dove è richiesta l’eccellenza qualitativa, ossia quello dell’architettura. VAFE ha trovato lo strumento tecnologico per tenere fede a questo diktat nell’impianto di verniciatura orizzontale progettato da Omsa, Futura Convogliatori Aerei e Gema, una linea che, grazie a circuiti di trasporto indipendenti con velocità di catena diverse tra loro, automazione 4.0, tunnel di pretrattamento a celle e doppio forno di polimerizzazione (uno per ciascuna cabina), fornisce a VAFE una produttività elevata senza mai fermare la linea, estrema flessibilità sia di trattamento sia per tipologia dei pezzi appesi, e una qualità pregevole del rivestimento.
 Alessia Venturi, ipcm®
Alessia Venturi, ipcm®
FOCUS ON TECHNOLOGY SPECIAL ISSUE ON ALUMINIUM
© ipcm
“Noi
sappiamo bene chi siamo e cosa possiamo offrire”. Queste poche parole di Giampiero Gritti racchiudono la chiave del successo di VAFE Srl, verniciatura conto terzi di Grassobbio (BG), specializzata nella verniciatura di lamierati e profili speciali e fuori standard per l’architettura metallica. “Le nostre finiture sono superficiali, la nostra competenza no” è lo slogan di questa azienda che, negli anni, ha saputo introdurre un’ampia gamma di cicli di trattamento e verniciatura in grado di soddisfare qualsiasi esigenza del settore dell’architettura nonché di conquistare tutte le certificazioni, qualifiche ed omologazioni necessarie per lavorare in questo settore così esigente, multiforme e – talvolta –Nelcapriccioso.2022VAFE
ha compiuto 60 anni: fondata dal nonno dell’attuale generazione – la terza – che ora la gestisce, opera nel settore del pretrattamento e della verniciatura industriale dei metalli sul territorio nazionale ed europeo dal 1962. Dalla originale sede “in un pollaio” – come ricorda Gritti – nella Città Alta di Bergamo, ben presto VAFE si trasferisce a Grassobbio, dove ha sede oggi, introducendo le vernici in polvere fin dalla loro prima apparizione sul mercato della finitura industriale. Oggi VAFE offre trattamenti ad alto livello tecnologico per strutture, profili e componenti in alluminio estruso, pressofuso e laminato, nonché ferro, ferro Senzimir e acciaio zincato che assicurano al materiale verniciato qualità estetiche e resistenza nel tempo senza pari. Negli anni ha conquistato tutte le qualifiche e le certificazioni necessarie
per lavorare per una committenza internazionale: Qualicoat e Qualicoat Seaside per alluminio – gli unici in Italia e fra i pochi in Europa a possedere questa certificazione per profili fino a 13 metri; Qualisteelcoat per ferro e acciaio zincato fino alla classe di corrosività C5 nonché le qualifiche dei principali committenti italiani nel settore dell’architettura e delle Subentratoinfrastrutture.al padre alle redini di VAFE, Giampiero ha dato impulso allo sviluppo dell’azienda, conquistando una nicchia di eccellenza all’interno del mercato dell’architettura metallica, che è quella della finitura di profili speciali e fuori standard (fino a 13 m di lunghezza per un peso di 8-10 kg/m2), lamiere di collegamento per facciate continue, accessori, tubi quadri per tende da sole, fino a sconfinare nei settori del design, dell’illuminazione, dell’auto e dei trasporti. Settori in cui la qualità di finitura è tenuta in altissima considerazione, non solo per motivi estetici ma anche per funzionalità, resistenza alle intemperie, resistenza all’invecchiamento e alla corrosione.

Attualmente, Giampiero ha ceduto l’azienda ai figli, Matteo e Francesco Gritti e al nipote Stefano Algeri, la terza generazione della famiglia che sta continuando a far crescere l’impresa.
Sono proprio loro che, in occasione delle celebrazioni per i 60 anni di attività lo scorso luglio, ci hanno spiegato le ragioni alla base del più recente investimento di VAFE, la sostituzione di uno degli impianti di verniciatura esistenti per barre fino a 8 m di lunghezza, con una nuova
L’ingresso
 Foto apertura: verniciati avvicinamento baia di scarico del nuovo impianto installato VAFE e progettato OMSA convogliatore Futura.
VAFE celebrato 60 anni dalla sua fondazione evento dipendenti famiglie, fornitori clienti.
Foto apertura: verniciati avvicinamento baia di scarico del nuovo impianto installato VAFE e progettato OMSA convogliatore Futura.
VAFE celebrato 60 anni dalla sua fondazione evento dipendenti famiglie, fornitori clienti.
97international PAINT&COATING magazine - SEPTEMBER/OCTOBER 2022 - N. 77 FOCUS ON TECHNOLOGY
di
Profili
in
alla
da
da
con
ha
i
con un
che ha coinvolto soci e
con le loro
e
delle bilancelle nel tunnel di pretrattamento. È ben visibile il circuito veloce indipendente dalla catena principale che conduce i profili lungo il pretrattamento. © ipcm © ipcm
linea all’avanguardia progettata da Omsa di Besana in Brianza (MB), Futura Convogliatori Aerei di Robecco Pavese (PV) e Gema Europe di Trezzano s/N (MI), una linea completamente automatica in grado di garantire una produttività molto elevata e una flessibilità tale da consentire a VAFE di soddisfare – come un terzista di verniciatura che si rispetti – qualsiasi esigenza e richiesta del cliente senza mai fermare l’impianto. Vediamo come.
Tre impianti di verniciatura per lavorazioni su misura Con tre impianti di ultima generazione, VAFE offre un’ampia gamma di cicli di lavorazione che garantiscono e durabilità dei risultati anche per i progetti più complessi.
Impianto di verniciatura orizzontale per materiali fino a 13 metri
• lunghezza massima > 13.000 mm
• altezza massima > 3.000 mm
• larghezza massima > 1.500 mm
• portata massima > 3.000 kg
Impianto di verniciatura orizzontale per materiali fino a 8 metri

• lunghezza massima > 8.000 mm
• altezza massima > 2.000 mm
• larghezza massima > 450 mm
• portata massima > 800 kg
Impianto di verniciatura verticale per materiali fino a 3 metri
• lunghezza massima > 1.200 mm
• altezza massima > 3.000 mm
• larghezza massima > 600 mm
• portata massima > 120 kg.
Il nuovo impianto nato dai reparti progettazione di OMSA e Futura ha sostituito una linea pre-esistente per materiali fino a 8 metri, che, dopo trent’anni di pieno utilizzo, era necessario cambiare con le nuove tecnologie sul mercato. “Il progetto di questo impianto è partito circa 5 anni fa. Mio zio Giampiero aveva compreso che, per differenziarci all’interno di un mercato variegato come quello del terzismo di verniciatura, in cui si trovano aziende di natura e con competenze molto diverse fra loro, VAFE doveva emergere offrendo un servizio molto specifico, pregiato per la qualità e per la flessibilità. Era dunque strettamente necessario aggiornare l’impianto che possiamo definire medio, per materiali fino a 8 metri, dedicandolo esclusivamente alle lavorazioni per l’architettura”. “Questo nuovo impianto ci ha consentito di migliorare produttività e qualità non solo dal punto di vista della qualità del prodotto ma anche della qualità del lavoro. Il fatto che sia strutturato a fasi su diversi circuiti indipendenti l’uno dall’altro, ci permette di fermare le singole catene in caso di ritardi o necessità mutate in alcuni stadi di trattamento. Un impianto così progettato e così automatizzato, ottimizza tempi di ogni singola fase di processo, gli operatori non devono “rincorrere” la produzione dunque il tasso di errore è ridotto al minimo, la velocità della linea è costante e la qualità di finitura è alta e parimenti costante” prosegue Stefano Algeri.

Caratteristiche progettuali del convogliatore birotaia
“Al servizio di questo impianto abbiamo fornito un trasportatore birotaia
Il tunnel di pretrattamento e il demineralizzatore fornito da WaterEnergy.
98 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ALUMINIUM
© ipcm © ipcm
con portata massima di 1 ton (800 kg + il peso della bilancella) e diversi circuiti di trasporto indipendenti” esordisce Stefano Gerletti, responsabile vendite di Futura Convogliatori Aerei. “La parte più complessa a livello progettuale si è rivelata la necessità di inserire un convogliatore di questa portata e con 1 km di catena in uno spazio molto piccolo all’interno della fabbrica di LeVAFE.baie
di carico sono due, una principale per i lotti standard con un fronte di pre-carico che consente di caricare l’impianto alla fine della giornata e dargli un’autonomia operativa automatica di un’ora il giorno successivo, anche non presidiato. Una seconda e più piccola baia di carico per pezzi fuori sagoma, prodotti speciali o volumi più piccoli”. “Nell’ottica di garantire la produttività massima consentita per lavorazioni di questo tipo, abbiamo dotato il convogliatore di circuiti separati con catene indipendenti” prosegue Gerletti. Inoltre, su ogni bilancella abbiamo
SIMPLY STRIKING –powerful blue from every angle

Get to know the world’s first effect pigment with such a strong, highly chromatic dark blue. Thanks to ECKART’s patented anti-fading technology, EDELSTEIN Sapphire Blue retains this powerful color from any viewing angle.
Contact us for more information: ECKART GmbH · Guentersthal 4 · 91235 Hartenstein · Germany Phone +49 9152 77-0 · info.eckart@altana.com · www.eckart.net
 La cabina MagicCompact EquiFlow BA04.
La cabina MagicCompact EquiFlow BA04.
FOCUS ON TECHNOLOGY
© ipcm
montato un oscillatore da 400 mm per ottimizzare il drenaggio fra uno stadio e l’altro. Il sistema sgancia le bilancelle dalla catena veloce e l’oscillatore entra in funzione”.
“La genialità della progettazione di questo impianto risiede nel fatto che, grazie ai vari circuiti di cui è dotato il convogliatore, le cabine possono lavorare in modo indipendente oppure si possono ricircolare le bilancelle sulla stessa cabina” precisa Stefano Algeri. “Ogni cabina è dotata di un proprio polmone di accumulo che permette di applicare cicli a doppia mano senza perdere produttività. Lo stesso vale per i cambi colore: gli accumuli generati lungo il percorso del convogliatore, uniti a una programmazione intelligente della produzione, ci garantiscono estrema flessibilità. Quella flessibilità che ci consente di soddisfare qualsiasi richiesta dei nostri clienti senza mai frenare la produttività e continuando ad alimentare la linea”.

Caratteristiche generali della linea
“L’impianto è composto da un tunnel di pretrattamento a spruzzo a passaggio a 7 stadi con 4 celle (di cui due, quelle dei risciacqui, doppie) e un ultimo stadio di nebulizzazione del prodotto passivante no-rinse. Il ciclo è certificato sia Qualicoat sia Qualisteelcoat poiché tutti i bagni attivi (fosfosgrassante alcalino, diossidazione acida e conversione finale) utilizzano chimiche diverse a seconda che il materiale in trattamento sia alluminio o ferro/zincato. Il software di gestione dell’impianto esegue uno switch del prodotto in base alla ricetta assegnata in fase di carico” spiega Gilberto Riva, tecnico-commerciale di OMSA. “L’impianto prevede poi un forno di asciugatura con scambiatore in vena d’aria, due cabine automatiche di applicazione polveri, un forno di gelificazione e un forno di polimerizzazione, entrambi con scambiatore di calore indiretto. Ognuno dei due forni è assegnato a una cabina di verniciatura: il forno di gelificazione serve per gelificare il primer ipcm
 Il powder center OC06 All-In-One.
Vista prospettica del sistema di scambio del trasportatore dopo le cabine di verniciatura.
Il powder center OC06 All-In-One.
Vista prospettica del sistema di scambio del trasportatore dopo le cabine di verniciatura.
100 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ALUMINIUM
©
© ipcm
nel caso di cicli di finitura a doppia mano (ed evitare così il doppio passaggio in cabina), oppure per la polimerizzazione di piccoli lotti di colore. Cabine e forni possono lavorare in parallelo”.
Le cabine di verniciatura utilizzano un sistema di applicazione con tecnologia tradizionale Venturi sui reciprocatori e con tecnologia in fase densa sui gruppi manuali destinati ai ritocchi.


“Abbiamo due cabine, una revampata con apparecchiature Gema a venturi e una nuova cabina MagicCompact EquiFlow di Gema, allestita con la più recente versione di centro polvere, l’OptiCenter OC06 All-In-One” spiega Francesco Gritti. “Sulla nuova cabina, abbiamo deciso di uniformare la tecnologia di applicazione, rimanendo sul sistema a venturi, ma scegliendo la nuova versione All-in-One, dove le prestazioni e la velocità applicativa sono risultate molto più elevate mentre, a seguito di una serie di prove comparative che ho personalmente condotto, ho riscontrato che la fase densa, con le pompe di applicazione OptiSpray AP01, fosse invece fondamentale per abbattere l’effetto Gabbia di Faraday sui ritocchi manuali, risultando decisiva su alcuni prodotti particolarmente complessi”.
Industria 4.0

Futura e OMSA hanno sviluppato in co-progettazione il software gestionale 4.0 della linea di VAFE. “Tutti gli ordini sono caricati nel gestionale, ad ognuno di essi è assegnato un codice che contiene la tipologia di vernice, il ciclo di trattamento e i tempi di cottura” spiega Stefano Gerletti di Futura. “Al carico e allo scarico vi sono due pannelli operativi dove gli operatori, tramite pistola bar code o manualmente, possono inserire il codice allocato alla bilancella, selezionano dal PC

Get more from water


 I polmoni di accumulo posizionati da Futura lungo il convogliatore birotaia.
I polmoni di accumulo posizionati da Futura lungo il convogliatore birotaia.
FOCUS ON TECHNOLOGY
© ipcm Beware of imitations, buy the original! Turn key solutions for industrial wastewater treatment Design and manufacturing of plants and chemicals for industrial wastewater treatment Chemical-physical plants Sludge treatment and compactor systems Ion exchange demineralization systems and reverse osmosis systems Oil info@waterenergy.itTechnicalChemicalsBatchFilteringseparatorssystemstypesystemsFlotationunitsandsparepartsforwatertreatmentservice,supportandmaintenanceofwastewatertreatmentplantswww.waterenergy.it
la lavorazione richiesta. La bilancella parte e, dal quel momento in poi, segue tutto il flusso in base alle informazioni che le sono state attribuite. L’errore umano è ridotto al minimo, poiché l’operatore può sbagliare solo a selezionare la lavorazione, dettaglio che però viene più volte controllato durante il flusso. Davanti al tunnel di pretrattamento il software Futura passa il codice al software OMSA che processerà il prodotto in base alle informazioni contenute in quel codice. Lo stesso avviene davanti ai forni di polimerizzazione. Attraverso lo shift-register (il sistema virtuale di tracciamento) è possibile seguire la posizione della bilancella sul touch panel. Cliccando sulla singola bilancella si apre un’ulteriore finestra che contiene tutte le informazioni legate a quella bilancella”.
L’investimento che ci voleva “Grazie all’investimento in questo impianto non solo abbiamo aumentato la capacità produttiva e raggiunto un alto livello di flessibilità, ma possiamo
anche investigare e correggere, in tempo reale, qualsiasi problema si presenti durante il trattamento” dichiara Matteo Gritti. “La flessibilità è l’aspetto che ci ha soddisfatto maggiormente perché stiamo spingendo molto il ciclo di verniciatura a doppia mano” interviene Stefano Algeri. “Applichiamo tanti cicli a doppia mano sui manufatti in ferro da esterno o in Senzimir, ossia una lamiera pre-zincata che non ha una vera protezione degli spigoli. Ma stiamo spingendo la doppia mano anche sull’alluminio, per i prodotti che saranno installati fronte mare ad esempio: laddove il budget lo consente, preferiamo abbinare la protezione Qualicoat Seaside a quella data dall’applicazione di un primer”. “Possiamo dunque dirci molto soddisfatti dell’investimento, era proprio ciò che ci voleva per sviluppare ulteriormente il mercato di VAFE” conclude Francesco Gritti. “Siamo soddisfatti anche del pool di fornitori, non solo per le tecnologie installate ma anche per il servizio e il modo in cui ci seguono”. ipcm
 Il quadro di controllo dell’impianto.
Il quadro di controllo dell’impianto.
102 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ALUMINIUM
©
FINE TEXTURE ANODITE
VISION 2020 ECHELON
Syntha Pulvin® - the premier Architectural Powder Coatings brand in Europe, setting the industry standard in terms of innovation, quality, and service. Our wide range of Architectural Powder Coatings are formulated to decorate and protect architectural aluminum and galvanized steel exposed to extreme weather and ultraviolet conditions.





Contact us today on gi.emeai.marketing@sherwin.com to receive your colour card from one of our collections: Fine Texture, Anodite, Vision 2020, Echelon.
Visit: industrial.sherwin.eu | www.synthapulvin.com
© BT
Una pergola della gamma CODE interamente costruita e verniciata da BT group.

Personalizzazione totale di strutture in alluminio da esterni per la protezione solare: la sfida di BT Group
Gabriele Lazzari, ipcm®
BT Group è protagonista di mercato per il settore italiano ed esterno di pergole e tende da sole, grazie alla flessibilità della propria produzione e l’elevato grado di personalizzazione che offre ai propri clienti. L’incremento di richieste a cui è stata soggetta l’industria della protezione solare negli ultimi anni ha consentito all’azienda di espandere la propria produzione utilizzando un nuovo impianto automatico di verniciatura in polvere progettato, costruito e installato da Silvi in collaborazione con Futura, Chemetall e Wagner.
SPECIAL ISSUE ON ALUMINIUM
104 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine FOCUS ON TECHNOLOGY
Group © BT Group
Dopo
aver chiuso il 2018 con un fatturato pari a 1.244 milioni di euro, Pambianco – società di consulenza operante nel settore del lusso – riporta che anche negli anni successivi l’industria italiana delle tende da sole e delle pergole ha generato un aumento di fatturati e marginalità1. Federlegno Arredo riporta inoltre che la domanda è ulteriormente incrementata subito dopo il lockdown, come testimoniato anche da BT Group, gruppo multinazionale con sede a Lesmo (MB) attivo nella produzione di strutture domestiche da esterni per la protezione solare. L’azienda fu fondata nel 1954 da Ambrogio Radaelli a Monza, un territorio saldamente legato alla tradizione artigianale. Nel corso degli anni ha ampliato la propria produzione, le tipologie di soluzioni e il grado di personalizzazione offerti ai clienti, arrivando a servire non solo il mercato italiano ma anche quello internazionale.
“BT Group è protagonista di mercato nella protezione solare grazie alla flessibilità produttiva. Le nostre tende da sole, pergole e bioclimatiche sono infatti il proseguimento dell’interno della casa dei clienti e sono dunque in grado di rispondere a tutte le necessità: la personalizzazione non riguarda solo i colori e la finitura, ma anche le dimensioni, le forme, i meccanismi di movimentazione e gli accessori,” esordisce Andrea Radaelli, CEO di BT Group. “La pandemia di COVID-19 ha incrementato a dismisura le richieste, perché il pubblico si è accorto di quanto i nostri prodotti siano un’ottima soluzione per vivere l’esterno senza abbandonare la comodità e la sicurezza della propria abitazione”. Per fronteggiare l’aumento degli ordini, l’azienda si è rivolta a Silvi srl di
1 protezione-solare/https://design.pambianconews.com/fatturati-in-aumento-per-i-big-dei-sistemi-di-

Peregallo di Lesmo (MB) per la progettazione, costruzione e installazione di un nuovo impianto di verniciatura che permettesse a BT Group di velocizzare la produzione senza sacrificare la qualità dei propri prodotti.
Produzione e finitura interamente personalizzati L’azienda si occupa internamente di tutta la fase di progettazione, rimanendo sempre in stretto contatto con i clienti per offrire il massimo livello di personalizzazione possibile. L’azienda acquista i profili di alluminio estruso grezzo e tutti gli altri componenti utilizzati nelle proprie strutture da aziende italiane. “Utilizziamo ancora alcuni componenti in plastica, ma il mercato si sta spostando verso soluzioni maggiormente ecosostenibili, perciò anche noi cerchiamo – quando possibile – di sostituire la plastica con l’alluminio stampato in pressofusione. Questa nuova tendenza ci sta avvantaggiando, dato che tra le aziende del nostro gruppo fa parte Form, una fonderia specializzata nello stampaggio di particolari in alluminio e zama”, commenta Alessandro Citterio, direttore degli acquisti. “Il profilo è acquistato grezzo e poi tagliato per raggiungere le dimensioni desiderate e subisce le successive lavorazioni meccaniche realizzate tramite macchine a controllo numerico di ultima generazione nel reparto di carpenteria leggera. Infine, il pezzo è inviato al reparto di finitura”. “Il processo di verniciatura è la fase più importante di tutto il nostro ciclo produttivo”, dichiara Luca Grazzi, direttore dello “Oltrestabilimento.adessere spesso la prima caratteristica che il cliente nota, è
Le due mazzette colori standard messe a disposizione da BT Group.
105international PAINT&COATING magazine - SEPTEMBER/OCTOBER 2022 - N. 77 FOCUS ON TECHNOLOGY
©ipcm
anche l’aspetto dove potremmo subire più contestazioni sulla qualità, a causa delle continue manipolazioni, dei trasporti e delle operazioni di assemblaggio in cantiere”.
BT Group propone ai propri clienti molteplici tonalità da due differenti mazzette colori: una include colori RAL opachi testurizzati con una finitura leggermente bucciata, mentre l’altra include colori metallizzati. “I colori maggiormente richiesti sono il bianco, che occupa il 40% della nostra produzione, e le tonalità di grigi e marroni con finitura testurizzata, che creano un bellissimo effetto estetico. Ma nel settore delle tende da sole sono i colori lucidi ad essere i più apprezzati, in particolare bianco, avorio e grigio 7035” spiega Citterio. “Inoltre, come già spiegato in precedenza, la flessibilità è il nostro punto di forza. Pertanto utilizziamo anche vernici in polvere scelte personalmente dai clienti, purché soddisfino tutti i nostri requisiti di qualità. Il prodotto sarà sicuramente esposto in ambienti esterni, ma per alcune commesse non conosciamo approfonditamente le caratteristiche ambientali del luogo in cui sarà installato e il grado di corrosione a cui sarà soggetto. Pertanto seguiamo sempre lo standard qualitativo della certificazione QUALICOAT classe 2 e utilizziamo prodotti vernicianti in polvere poliestere, perché conferiscono una resistenza maggiore e penetrano maggiormente anche su pezzi con geometrie complicate”, interviene Grazzi.

La necessità di nuovo impianto di verniciatura in polvere
BT Group era già in possesso di un impianto di verniciatura realizzato ad inizio secolo nel proprio storico stabilimento di Lesmo. Destinato alla verniciatura di barre, pezzi in pressofusione e telai in ferro, era stato recentemente aggiornato proprio da Silvi. Ma, con l’aumento delle richieste, l’azienda non è stata comunque più in grado di reggere i nuovi ritmi produttivi. Si è rivolta inizialmente anche a terzisti di verniciatura, ma nemmeno loro potevano assicurare il rispetto dei tempi di consegna richiesti. BT Group ha dunque deciso di investire in un nuovo impianto di “Eravamo,verniciatura.esiamo tutt’ora, completamente soddisfatti delle prestazioni dell’impianto revampato da Silvi. Inoltre, abbiamo visitato gli stabilimenti di altri verniciatori per comprendere meglio i vantaggi e gli svantaggi di altre tecnologie di verniciatura. Dopo un’iniziale fase di analisi, abbiamo deciso di affidare nuovamente a Silvi la commessa del nuovo impianto. Abbiamo perciò acquisito un terreno sul quale realizzare il nuovo reparto di verniciatura e un magazzino dedicato alle barre”, continua Citterio. Il ciclo di pretrattamento Il nuovo impianto a disposizione dell’azienda è dotato di un’ampia zona
L’ingresso del tunnel di pretrattamento con processo sviluppato da Chemetall.
106 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ALUMINIUM
©ipcm
di carico dalla quale si sviluppa un trasportatore aereo birotaia realizzato da Futura Convogliatori. Il tunnel a spruzzo – realizzato interamente in acciaio inossidabile – è configurato a stazioni isolate da porte che consentono un processo più efficace ed esente da contaminazioni fra i bagni. Tutte le rampe di spruzzatura sono dotate di filtri particolari, normalmente utilizzati nelle vasche di cataforesi per migliorare l’applicazione delle soluzioni di trattamento. Il tunnel è completato da due demineralizzatori di ricircolo da 3.000 litri per la produzione di acqua demineralizzata, che è anche stoccata in un serbatoio di accumulo, e un evaporatore sottovuoto da 12.000 litri per trattare le acque reflue di risulta, consentendo così alla linea di raggiungere lo “scarico zero di liquidi”.

“Durante la fase di progettazione del nuovo impianto”, interviene Andrea Monti, Technical Coordinator dell’unità di business Surface Treatment della divisione Coatings di BASF, che opera sotto il brand Chemetall, “abbiamo analizzato le esigenze di BT Group e abbiamo infine scelto congiuntamente il ciclo di pretrattamento con






 L’interno del tunnel di pretrattamento a spruzzo.
L’interno del tunnel di pretrattamento a spruzzo.
FOCUS ON TECHNOLOGY
©ipcm
la soluzione nanotecnologica ibrida Oxsilan© thin-film, che combina le proprietà di inibizione dalla corrosione dei metalli inorganici come lo zirconio con la flessibilità fornita dal supporto a base di silani. È la stessa soluzione utilizzata anche nel primo impianto da quando è stato revampato perché l’azienda aveva deciso di sostituire il processo con cromo esavalente. Sebbene alcune vernici QUALICOAT classe 2 in passato hanno presentato dei problemi di adesione, la parte polimerica inorganica all’interno delle tecnologie di Chemetall la migliora considerevolmente. In questo modo, la superficie del profilo risulta adatta alle molteplici vernici utilizzate da BT Group”. Il ciclo di pretrattamento è composto da dieci stadi. Il primo prevede un decapaggio alcalino forte per sgrassare e disossidare i profili, al fine di eliminare il “deformation layer” che si genera in fase di estrusione ed eliminare la contaminazione organica. Successivamente a due risciacqui con acqua di rete, è previsto uno sgrassaggio acido multi-metal per completare la dissoluzione degli alliganti riaffiorati sulla superficie a causa dell’asportazione del “deformation layer”, che potrebbero causare la corrosione filiforme. Seguono un risciacquo con acqua di rete per eliminare i metalli residui dalle fasi precedenti e uno con acqua demineralizzata che asporta invece i metalli contenuti nell’acqua di rete e prepara il profilo ad entrare nella camera di conversione nanotecnologica. Infine, dopo un ulteriore lavaggio con acqua demineralizzata, il sistema di tilting del trasportatore riporta le bilancelle con i profili sul proprio asse orizzontale e li conduce all’interno del forno di asciugatura con bruciatore a fiamma indiretta a 120-140° C.
Verniciatura di alta qualità con 15 cambi colore per turno In uscita dal forno di asciugatura, il convogliatore aereo smista le bilancelle all’interno delle due cabine di verniciatura a spruzzo automatiche di J. Wagner GmbH, una dedicata ai colori chiari e l’altra ai colori scuri. Entrambe sono inserite in una Clean

 Il convogliatore in ingresso nel forno di asciugatura (in alto) e il polmone di accumulo con il trasportatore di Futura.
Il convogliatore in ingresso nel forno di asciugatura (in alto) e il polmone di accumulo con il trasportatore di Futura.
108 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ALUMINIUM
©ipcm©ipcm
Room pressurizzata e climatizzata con temperatura costante a 25° C al fine di evitare qualsiasi contaminazione. Ciascuna cabina è dotata di due reciprocatori contrapposti, due postazioni manuali per il pre- e il post-ritocco e dodici pistole automatiche con tecnologia di alimentazione tradizionale Venturi che, grazie ad un lettore ottico posto all’ingresso della cabina che rileva le dimensioni e la geometria del pezzo, si avvicinano oppure si allontanano da esso per favorire un’adesione e una penetrazione ottimale della vernice in polvere. “Abbiamo inoltre richiesto espressamente il centro polvere SuperCenter EVO, grazie al quale abbiamo la possibilità di setacciare e miscelare polvere vergine e di recupero – mantenendo così costante la qualità di applicazione – e che è in grado di dettare ed eseguire automaticamente le fasi del cambio colore, a prescindere dall’esperienza dell’operatore. Attuandone anche quindici per turno lavorativo, volevamo che i cambi colore fossero gestiti in totale autonomia e nel mondo più efficiente possibile. Attualmente un cambio colore richiede da quattro a tredici minuti (con una media di otto) in base alla durata del lotto e alla tipologia di polvere utilizzata. Tuttavia, ora non abbiamo la necessità di velocizzare questa fase della nostra produzione”, continua Grazzi. “Preferiamo essere sicuri di ottenere un’elevata qualità. Infatti abbiamo anche studiato alcune differenti disposizioni dei profili sulle bilancelle, per provare ad ottimizzare il processo di verniciatura. Inoltre, a fine lavorazione i nostri operatori controllano accuratamente la qualità di ogni singolo profilo”. Una volta usciti dalle due cabine di verniciatura, i componenti sono trasportati verso un’avancamera di gelificazione – per evitare la dispersione del colore – e successivamente nel forno di polimerizzazione. Infine, i manufatti stazionano in un buffer per il loro raffreddamento prima di essere scaricati e immediatamente imballati per evitare manipolazioni e danneggiamenti durante il trasporto.

Dettaglio del convogliatore aereo birotaia (in alto) e l’esterno della Clean Room con le due cabine divise per colori chiari e scuri.

109international PAINT&COATING magazine - SEPTEMBER/OCTOBER 2022 - N. 77 FOCUS ON TECHNOLOGY
©ipcm©ipcm
Il ruolo di Silvi e l’importanza della collaborazione
“Con questo impianto siamo stati in grado di superare le mille ore di resistenza in nebbia salina. È estremamente efficiente e ne siamo completamente soddisfatti. È in funzione da oltre cinque mesi, ma non abbiamo mai incontrato alcuna difficoltà o problematica. Ciò è anche merito di BT Group, che si è interfacciata con tutti i partner coinvolti affinché fossero fornite le soluzioni più adatte a ogni nostra singola esigenza”, afferma Citterio.
“La prima attività è stata quella di creare un gruppo di lavoro che includesse noi di Brianzatende, la dirigenza tecnica di BT Group, Futura, Chemetall e Wagner. Abbiamo ascoltato le richieste del cliente e ognuno ha fornito un tassello fondamentale per risolvere una problematicità specifica. Successivamente ci siamo interfacciati anche con il fornitore


del gestionale di produzione BT Group, al fine di interconnettere fin da subito il nuovo impianto in industria 4.0 con il software gestionale interno dell’azienda. Grazie alla flessibilità dimostrata da tutti i partner coinvolti, siamo riusciti ad installare e collaudare in tempo tutto l’impianto, nonostante i problemi causati dalla carenza di materie prime”, dichiara soddisfatto Daniele Fumagalli, General Manager di Silvi. “La scelta di affidarci a Silvi si è rivelata nuovamente vincente. Ci ha portato vantaggi quantitativi, perché siamo riusciti ad incrementare la produzione, e qualitativi. Non pensavamo che lo sviluppo e l’implementazione del progetto potessero procedere così rapidamente. Siamo inoltre felici di aver coinvolto fin da subito tutti i nostri operatori, perché sono stati così in grado di apprendere tutte le funzionalità dell’impianto e renderlo altamente performante. Infatti a breve avvieremo la produzione su due turni”, conclude Grazzi.
 I profili di alluminio verniciati dalle cabine automatiche di Wagner.
Il centro polveri.
Il team di BT Group davanti al nuovo impianto.
I profili di alluminio verniciati dalle cabine automatiche di Wagner.
Il centro polveri.
Il team di BT Group davanti al nuovo impianto.
110 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ALUMINIUM
©ipcm ©ipcm©ipcm










www.stpowdercoatings.com COATINGSPOWDERSANITIZINGANTIBACTERIALANTIVIRALPERMANENTANDPERSISTENTACTIONONSURFACES For more information scan this QR code
Arkema ha lanciato un legante a base acqua per vernici industriali con COV ridotti Arkema
ha recentemente lanciato SYNAQUA® 9511, un nuovo legante a base acqua ad alte prestazioni specificamente progettato per la formulazione di vernici industriali con livelli di COV ridotti (<150 g/l).
Il nuovo legante sviluppato da Arkema è un’emulsione di polioli acrilici a base acqua con gruppi ossidrilici (3% OH) specificamente progettata per applicazioni industriali complesse. SYNAQUA 9511 è quindi adatto per essere applicato sia come topcoat sia come mano unica su diversi substrati come metallo, plastica, vetro, legno e pavimenti in cemento.
i produttori a raggiungere i propri obiettivi chiave di durata, brillantezza, adesione e resistenza chimica. I vantaggi specifici includono:
• Su metallo (2K PU Topcoat): bassi livelli di COV (86 g/l), resistenza chimica, durabilità e ottime proprietà meccaniche;
• Su metallo (1K Stoving Topcoat): bassi livelli di COV (100 g/l), ottima durezza, resistenza chimica e ridotto ingiallimento;
• Su plastica (2K PU Topcoat): bassi livelli di COV (85 g/l), ottima adesione, elevata durezza, resistenza chimica e durata;
• Su vetro (1K Stoving Monocoat): bassi livelli di COV (100 g/l), elevata durezza, ottima adesione, resistenza all’acqua e resistenza chimica.
“La sostenibilità è un aspetto fondamentale di tutto ciò che facciamo: dalla ricerca allo sviluppo di nuovi prodotti, dalla produzione alla gestione e spedizione. Siamo continuamente alla ricerca di nuovi modi per aiutare i nostri clienti a superare le sfide attuali ed emergenti riguardanti la sostenibilità di questo settore”, ha concluso Reynier.
Per maggiori informazioni: www.coatingresins-arkema.com
“L’emulsione di polioli acrilici SYNAQUA® 9511 ha livelli di COV significativamente bassi e offre un’ottima efficienza nei sistemi ad essiccazione mono oppure bicomponenti. Il nostro obiettivo è aiutare i formulatori di vernici industriali a raggiungere più facilmente i loro obiettivi di sostenibilità, diminuendo i livelli di COV con una soluzione a base acqua ad alte prestazioni”, ha affermato Claire Reynier, responsabile globale del marketing e dello sviluppo commerciale di Arkema Coating Solutions. Pertanto, le vernici realizzate con la nuova soluzione dell’azienda aiutano Arkema ha introdotto SYNAQUA® 9511, una nuova emulsione di polioli acrilici specificamente sviluppata per applicazioni industriali complesse. Arkema
112 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine BRAND-NEW
©
Sun Chemical ha lanciato il pigmento Paliocrom ® Satin Gold
Sun
SunChemical ha introdotto Paliocrom® Satin Gold EH 3600 (L 2131), un pigmento a effetto a base di alluminio dalla tonalità mediodorata. Il nuovo pigmento ha un caratteristico aspetto satinato, crominanza elevata ed è estremamente liscio. Satin Gold offre cangianza di colore unica, livelli di brillantezza eccellenti e consente di ottenere

un sottile spessore del film per basecoat per automotive grazie alla ridotta dimensione della superficie delle scaglie di alluminio passivato e rivestito con ossido di ferro. I pigmenti a effetto a base di alluminio di Paliocrom sono la scelta ideale per le moderne vernici automobilistiche e industriali ad alte prestazioni. Forniscono un’eccellente copertura e un’estrema saturazione e sono adatti in applicazioni a film sottile per colori premium dal giallo al rosso. “Siamo entusiasti di presentare Satin Gold come parte della nostra famiglia di prodotti Paliocrom”, ha affermato Michael Venturini, Marketing Director, Color Materials, Sun Chemical. “I pigmenti Paliocrom sono lo standard del settore e Satin Gold fornirà al settore automobilistico e industriale un’altra soluzione per ottenere una cangianza di colore e una copertura di livello superiore”.

Per maggiori informazioni: https://bit.ly/3qd4ENw

BRAND-NEW
www.trasmetal.net over 60 years of experience in surface finishing lines pre-treatment | spray applications | electroplating | vertical & horizontal plants | enameling | aluminium | white goods | automotive | general industry ALUMINIUM vertical and horizontal plants eosmarketing.it
Chemical ha lanciato Paliocrom® Satin Gold EH 3600, un pigmento dorato ad effetto ombreggiato a base di alluminio sviluppato per le vernici automobilistiche e industriali ad alte prestazioni.
© Sun Chemical
In BAT Group un nuovo concept per l’appensione di componenti per tende da sole firmato Rostirolla
Rostirolla ha studiato e fornito a BAT Group, tra i principali produttori nel panorama internazionale di componenti per tende da sole da esterno, un sistema di appensione più flessibile, efficiente e duraturo e in grado di rendere l’operatore più autonomo nella gestione del materiale da caricare sulla linea di verniciatura.
BATGroup è specializzato nella progettazione e realizzazione di componenti per tende da sole esterne.
L’azienda, nata nel 1983 in provincia di Venezia, è uno dei principali player mondiali nel settore della componentistica e degli accessori per tende da esterno e schermature solari, presente con sue filiali non solo in Europa (Spagna, Francia e Svezia), ma anche oltreoceano, negli Stati Uniti. Con oltre 35 anni di esperienza nel settore, il gruppo industriale BAT Group vanta oggi al proprio interno il brand di successo KE, presente anch’esso con sedi commerciali e produttive in Italia, Spagna, Francia e Stati Uniti.
La gamma di prodotti BAT è suddivisa in due 2 macro-categorie: componentistica e sistemi per tende da sole di varie tipologie e per tende verticali a caduta. Il portfolio dei componenti è tra i più ampi e completi sul mercato: non offre solo sistemi standard ma vere e proprie soluzioni personalizzate, realizzate su misura secondo le esigenze dei clienti. La diversificazione e la qualità dei prodotti hanno permesso all’azienda veneta di affermarsi sul mercato, ma hanno rappresentato anche uno degli aspetti che rendono il suo ciclo produttivo più complesso e la verniciatura, che riveste un ruolo strategico, di difficile gestione. Per questo motivo BAT ha chiesto a Rostirolla Srl, produttore di sistemi Rostirolla
 Il nuovo concept di appensione dei componenti per tende da sole fornito da Rostirolla a BAT Group.
Il nuovo concept di appensione dei componenti per tende da sole fornito da Rostirolla a BAT Group.
114 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SUCCESS STORIES
©
di appensione e mascheratura, di fornirle gli strumenti più adatti per rendere la linea di verniciatura più efficiente.
Il ciclo produttivo degli accessori per sistemi ombreggianti BAT
L’intero ciclo produttivo si svolge all’interno dell’azienda e prende avvio dalla realizzazione dello stampo nel reparto meccanico dopo la fase di studio e di ingegnerizzazione preliminare svolto dal team tecnico, che oggi si avvale di una stampante 3D a polimeri per la prototipazione dei particolari e la loro verifica prima della messa in produzione definitiva. Dopo lo stampaggio, i pezzi passano alle fasi di granigliatura per la rimozione delle bave, di burattatura per eliminare le piccole imperfezioni superficiali, e di carteggiatura tramite 2 robot dotati di telecamere per il monitoraggio costante delle fasi di lavorazione.
I particolari che devono essere sottoposti alle lavorazioni di precisione o quelli ricavati da alluminio estruso sono condotti al reparto di lavorazione meccanica costituito da centri di lavoro (frese orizzontali), da torni a fantina per la realizzazione delle minuterie e da presse per lo stampaggio delle materie plastiche.

I particolari cosi preparati sono quindi condotti al reparto di verniciatura, dove sono pretrattati in un impianto di pretrattamento a 8 stadi. Lo sgrassaggio, la disossidazione e il trattamento protettivo effettuati prima della verniciatura garantiscono la perfetta adesione della vernice in polvere poliestere applicata successivamente e, di conseguenza,
la maggiore durata del componente che deve resistere in esterno in condizioni ambientali a volte particolarmente gravose provocate da sole, vento e acqua. Per questo motivo i prodotti sono testati in nebbia salina secondo la norma ISO9227, a conferma della qualità e della costanza del processo. L’ultima fase produttiva si svolge nei reparti di assemblaggio kit e assemblaggio braccia. Il reparto kit è dotato di banchi di lavoro indipendenti, mentre il reparto braccia è dotato di 4 linee produttive per la realizzazione (assemblaggio, precarica, fissaggio) di ogni tipologia di braccia estensibile; a fine linea è presente la postazione di controllo, pulizia e imballaggio.
La gestione ottimizzata dell’appensione Uno dei principali colli di bottiglia del ciclo produttivo era l’appensione dei pezzi sui telai del trasportatore in verniciatura. Ci spiega Pierluigi Rostirolla, titolare dell’azienda omonima insieme al fratello Simone: “Essere in grado di gestire al meglio e soprattutto in maniera autonoma l’appensione dei pezzi da verniciare è fondamentale perchè porta a un maggior efficientamento dell’intero ciclo di verniciatura e, di conseguenza, a un notevole risparmio in termini energetici. Per questo motivo abbiamo studiato un sistema di appensione in grado di adeguarsi alla produzione diversificata di BAT e che include i piantoni e i pettini saldati della serie P25, i pettini della serie GNW e i cassoni per la sverniciatura di questi ultimi. Grazie alla combinazione di questi elementi, con un unico sistema sono oggi in grado di verniciare la maggior parte
© Rostirolla
La posizione dei ganci sul telaio può essere adattata in base alle dimensioni del componente da appendere.
115international PAINT&COATING magazine - SEPTEMBER/OCTOBER 2022 - N. 77 SUCCESS STORIES
dei loro componenti: possono infatti adattare in larghezza e in altezza la distanza dei ganci o ami. Inoltre, l’acciaio armonico di cui questi sono costituiti consente di sostenere pezzi di peso rilevante anche con un filo di diametro ridotto (per esempio, Ø2)”. La combinazione tra il sistema d’incastro GNW di nuova concezione e lanciato recentemente sul mercato da Rostirolla e i piantoni P20/P25 velocizza il carico dei componenti sfruttando lo spazio a disposizione in reparto nel modo più efficiente.
Una fornitura speciale
Rostirolla fornisce inoltre a BAT pettini della serie P25 speciali, studiati appositamente per un numero limitato di componenti. “Accade spesso che un gancetto standard non permetta un’appensione corretta del pezzo, o perché questo non rimarrebbe nella posizione voluta o perché l’unico punto dove può essere lasciato un segno è difficilmente sfruttabile da un gancio classico: in questi casi normalmente vengono realizzati telai appositi. BAT da qualche anno utilizza i nostri piantoni P25 e per loro è sufficiente realizzare solo una parte di struttura, ovvero un ‘pettine’ personalizzato. Grazie alle caratteristiche di flessibilità del sistema P25precisa Pierluigi - l’operazione di combinazione della struttura finale risulta semplice e immediata tanto da poter essere eseguita in modo rapido direttamente sulla catena”. Infine, BAT utilizza i cassoni forniti da Rostirolla
per la sverniciatura dei pettini: “Quando lo strato di vernice depositata sui pettini è eccessivo, questi sono posizionati sopra carrelli di piccole dimensioni e inviati all’impianto di sverniciatura. In questo modo, si evita che i gancetti dei pettini si incastrino tra loro durante il trasporto e la sverniciatura e, al loro rientro, risultano così già pronti per i nuovi cicli di verniciatura. In ogni caso i gancetti possono essere sostituiti e incastrati in posizioni diverse, a seconda delle necessità del cliente”.
Conclusioni
Ottimizzare l’appensione dei pezzi si è rivelato strategico per migliorare e velocizzare il flusso produttivo. Per un’azienda come BAT Group, volta alla massima personalizzazione dei sistemi e dei componenti per tende da sole, sapersi dotare degli strumenti adatti a rendere la produzione più fluida e flessibile è un imperativo e farlo riuscendo a diventare ancora più autonoma nella gestione del carico dei pezzi nel reparto di verniciatura è il risultato del nuovo concept di appensione sviluppato da Rostirolla, rivelatosi un fornitore che ha capito subito le problematiche del reparto di verniciatura e ha saputo offrire il sistema perfetto per la sua rapida soluzione.

Per maggiori informazioni: www.rostirolla.it Rostirolla Rostirolla
 Rostirolla ha fornito a BAT pettini della serie P25 speciali, studiati appositamente per un numero limitato di componenti.
Un sistema di appensione così concepito rende l’operatore più autonomo nella gestione del materiale da caricare sulla linea.
Rostirolla ha fornito a BAT pettini della serie P25 speciali, studiati appositamente per un numero limitato di componenti.
Un sistema di appensione così concepito rende l’operatore più autonomo nella gestione del materiale da caricare sulla linea.
116 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SUCCESS STORIES
©
©
Pow er Evolutiond




EUROPOLVERI S.p.A. Sandrigo (VI) Italy Ph. +39.0444.750643 Fax +39.0444.750653 FILIALI/Branch Office: Cernusco sul Naviglio (MI) Ph +39 02 92148001 Erbusco (BS) Ph +39 030 7704158 DEPOSITO/Depot: Iori Colori, Reggio Emilia Ph.+39.0522.327248 info@europolveri.it - www.europolveri.it 4 0 y e a r s o f t a r g e t e d g o a l s , p r e c i s e c h o i c e s a n d c o n t i n u o u s e ff o r t d e v e l o p i n g h i g h l y p e r f o r m i n g a n d i n n o v a t i v e p r o d u c t s F o r E u r o p o l v e r i t h i s anniversary represents only the first step in the taken direction. Today the main challenge is to plan the future with a constantly evolving growth s t r a t e g y a n d g r e a t c a r e a n d s e n s i t i v i t y t o t h e e c o l o g i c a l e n v i r o n m e n t a l c o n t e x t 4 0 Y e a r s o f A d v a n c e d S o l u t i o n s f o r M e t a l S u r f a c e s T r e a t m e n t
Z a n o l o C d A 0 3 2 2
Gema ha presentato l’asse multi-pistola UA05-x
Gema,
produttore internazionale di tecnologie e attrezzature per la verniciatura a polvere, ha recentemente presentato l’asse multipistola UA05-x. La nuova soluzione sviluppata dall’azienda è stata specificamente progettata per applicazioni in cui è richiesto il rivestimento superiore o inferiore con più pistole. L’asse multi-pistola UA05-x utilizza un unico asse di posizionamento per l’allineamento orizzontale di un massimo di tre pistole automatiche durante il rivestimento di componenti geometricamente complessi e pezzi XXL. In combinazione con l’asse Z verticale, dispiega tutta la propria efficienza per risolvere sfide complesse, consentendo nuove soluzioni applicative come il posizionamento fisso della pistola, l’oscillazione orizzontale sul pezzo e applicazioni in cui il posizionamento verticale
della pistola o il tracciamento del prodotto superiore e/o inferiore sono necessari. UA05-x è disponibile in due diverse versioni: UA05-2 con due pistole automatiche e UA05-3 con pistole automatiche. Il design compatto consente di disporre le pistole su un’unica fila in una griglia di soli 87 mm, garantendo il rivestimento automatico di aree difficili da raggiungere e offrendo un approccio flessibile per il rivestimento di contorni superiori, inferiori e interni. Inoltre, la nuova tecnologia Gema è espandibile anche con ugelli angolati ed estensioni per ampliare ulteriormente il campo di applicazione.
Per maggiori www.gemapowdercoating.com/en/informazioni:
La nuova tecnologia di verniciatura a polvere sviluppata da Gema consente il rivestimento automatico di aree difficili da raggiungere.
118 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine BRAND-NEW
Gema© Gema©
ECKART ha lanciato il nuovo pigmento zinco-lamellare ProFlake Zn 3000, ottimizzato per sistemi di verniciatura sostenibili che proteggono dalla corrosione.
Aseguito
della revisione di norme e regolamenti che ora consentono un uso più flessibile dei pigmenti zinco-lamellari per la formulazione di vernici protettive anticorrosive, ECKART ha sviluppato il pigmento ProFlake Zn 3000. Il prodotto consente di ottenere un contenuto di zinco significativamente inferiore nelle formulazioni protettive anticorrosive, rendendole più sostenibili per impieghi gravosi e possibile la riduzione del consumo di CO2 rispetto alle vernici protettive anticorrosive utilizzate attualmente.
La percolazione tra le scaglie di zinco e la formazione di uno stratobarriera aggiuntivo assicurano una protezione dalla corrosione ideale, fornendo un chiaro vantaggio rispetto ai sistemi con zinco esistenti.
Le vernici ProFlake Zn 3000 sono anche semplici da utilizzare e applicare e forniscono proprietà di assestamento limitate. Il nuovo prodotto da 31 µm (D50) è ad esempio ideale per l’uso nei rivestimenti per la costruzione di asset marittimi.
Per maggiori informazioni: www.eckart.net
Curing
Eurotherm S.p.A.
T +39 011 98 23 500 | M
Eurotherm Oberflächentechnik GmbH

Eurotherm France S.A.S.



T +33 (0) 4 90 55
T +49-7571-92795-10 | M www.eurotherm.eu

 Custom-built painting installations Macchine e impianti realizzati misura
Shot blasting booths di
Washing tunnels di
Liquid painting installations di a
Powder painting booths di
Custom-built painting installations Macchine e impianti realizzati misura
Shot blasting booths di
Washing tunnels di
Liquid painting installations di a
Powder painting booths di
ECKART lancia il nuovo heavy-dutydallaperzinco-lamellarepigmentolaprotezionecorrosione BRAND-NEW
su
Cabine
sabbiatura
Tunnel
lavaggio
Impianti
verniciatura
liquido
Cabine
verniciatura a polvere
ovens Forni di cottura ItalyinpassionwithMade
20 75 | M france@eurotherm.eu
info@eurotherm.eu
contact@eurotherm.eu
© Eckart
La tecnologia TURBODYN ® compie 60 anni
Nel 1962, Ravarini Castoldi & C. srl lanciò sul mercato TURBODYN®, la prima pistola elettrostatica di fabbricazione interamente italiana. L’azienda ha poi ampliato la gamma con molteplici apparecchiature elettrostatiche per la verniciatura in polvere e a liquido, come la recente atomizzatrice automatica a campana rotante ad alta velocità TURBODYN® 50K.
Ravarini
Castoldi & C. srl è una storica azienda italiana fondata a Milano nel 1867 da Carlo Ravarini, nonno dell’attuale A.U. Luigi. Nonostante producesse inizialmente bastoni da passeggio, le sue operazioni si sono evolute negli anni fino ad includere anche la fabbricazione di apparecchiature per la verniciatura industriale elettrostatica con il marchio ELETTROSPRAY®

Del marchio fa parte anche TURBODYN®, la prima pistola elettrostatica di produzione interamente italiana lanciata sul mercato nel 1962. Nel corso di sessant’anni la gamma TURBODYN® è stata modificata, aggiornata e ampliata, rispecchiando però sempre la continua evoluzione dell’azienda e il suo obiettivo di fornire ai clienti tecnologie all’avanguardia in grado di ottenere risultati di verniciatura di elevata qualità.
“La nostra prima pistola è ovviamente un’apparecchiatura completamente differente rispetto alle attuali soluzioni proposte dal marchio ELETTROSPRAY®, ma rappresenta l’inizio di una grande avventura che continua tutt’ora”, ricorda con affetto Carlo Ravarini, figlio dell’attuale A.U. Luigi, storico protagonista del settore della verniciatura. “Si trattava di un’apparecchiatura elettrostatica manuale a campana rotante, ma
poi la gamma è stata ulteriormente ampliata e rinnovata con tecnologie automatiche, come il nostro prodotto di punta TURBODYN® 50 K e la versione TURBODYN® 50K-W di recente introduzione, una soluzione multiuso adatta a tutti i settori in cui è impiegata vernice a base acqua caricata elettrostaticamente”.
TURBODYN® 50 K TURBODYN® 50 K è un’unità atomizzatrice elettrostatica a campana rotante ad alta velocità che può essere montata sia sul reciprocatore sia sul robot di verniciatura. Adatta per substrati in metallo, legno e plastica, questa tecnologia può essere impiegata ad una velocità di rotazione compresa fra 5.000 e 50.000 giri/min. Il dispositivo elettronico di regolazione automatica permette di mantenere la velocità di rotazione costante entro una tolleranza del +/- 1,5% in qualsiasi condizione di lavoro. Tramite un cavo in fibra ottica, tutte le informazioni sono trasferite al quadro di comando in tempo reale e l’operatore è così in grado di monitorare i parametri, modificarli a seconda delle esigenze di verniciatura oppure intervenire rapidamente in caso di errore.
 La storia di Ravarini Castoldi & Co.
L’ingresso della Painting Test Room.
La storia di Ravarini Castoldi & Co.
L’ingresso della Painting Test Room.
120 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine HIGHLIGHT OF THE MONTH
© ipcm © ipcm
“Questa è una delle poche tecnologie in grado controllare i giri con la fibra ottica con una precisione del +/- 1,5%. Abbiamo notato che i clienti in passato riscontravano delle difficoltà a mantenere la velocità costante, perché durante le operazioni il prodotto verniciante potrebbe scaldarsi diminuendo la viscosità ed aumentando di conseguenza la portata e anche l’uniformità dello strato di vernice applicato sui componenti. Con TURBODYN 50® K i giri restano invece costanti, perciò anche il consumo di aria compressa risulta significativamente ridotto: una velocità costante di 25.000 giri al minuto richiede infatti solamente 1 bar”, chiarisce Luigi LaRavarini.testadell’unità
è provvista di tre valvole a comando pneumatico integrate, che permettono quindi di ridurre i condotti tra la valvola vernice e la campana, tra la valvola di vernice e la valvola di ricircolazione e tra la valvola del diluente di lavaggio e la campana. Di conseguenza, sia il tempo necessario per il cambio colore sia il consumo di diluente sono ridotti.
TURBODYN® 50 K è inoltre personalizzabile con ulteriori apparecchiature. Sulla testa dell’unità può infatti essere montato un riflettore elettrostatico ad anello con funzione di controelettrodo per convogliare il campo elettrostatico in direzione dei pezzi da verniciare. In alternativa, si può invece montare un anello soffiante che, oltre a svolgere la funzione di
riflettore, permette di soffiare verso il pavimento della cabina la nube di diluente durante il cambio colore ed il lavaggio della campana. “Abbiamo voluto realizzare una tecnologia compatta ma che permettesse allo stesso tempo all’utilizzatore di raggiungere tutte le parti, al fine di semplificare le operazioni di pulizia e manutenzione. Per di più, la turbina ed i suoi cuscinetti sono protetti dall’ingresso accidentale di vernice o solvente da un labirinto e da una pressurizzazione permanente dell’intero alloggiamento”.
TURBODYN® 50K-W
TURBODYN® 50K-W è la più recente unità atomizzatrice elettrostatica automatica a campana rotante ad alta velocità sviluppata da Ravarini Castoldi specificamente per l’applicazione di prodotti vernicianti a base acqua senza richiedere l’isolamento degli alimentatori della vernice. L’estremità della campana è dotata di otto elettrodi sporgenti che conferiscono la carica elettrostatica al prodotto verniciante nebulizzato dalla campana, che rimane di conseguenza caricata a massa.

“Abbiamo realizzato questa tecnologia per consentire ai verniciatori di impiegare alimentatori di vernice convenzionali, come ad esempio pompe a pistone o ad ingranaggi perennemente collegati a massa, come avviene
 L’interno della Painting Test Room con le relative attrezzature.
L’atomizzatrice elettrostatica automatica TURBODYN 50 K®
L’interno della Painting Test Room con le relative attrezzature.
L’atomizzatrice elettrostatica automatica TURBODYN 50 K®
121international PAINT&COATING magazine - SEPTEMBER/OCTOBER 2022 - N. 77 HIGHLIGHT OF THE MONTH
© ipcm © ipcm
di norma con TURBODYN® 50 K e gli altri prodotti vernicianti a solvente”, spiega Ravarini. “L’installazione di questa tecnologia risulta di conseguenza più semplice ed economica, mentre l’unità atomizzatrice stessa è di facile utilizzo e richiede una manutenzione ridotta anche nel caso in cui siano utilizzati più alimentatori per molteplici tinte, tutti comunque permanentemente collegati alla massa”. Analogamente alla versione per vernici liquide a base solvente, anche TURBODYN® 50K-W è provvista di controllo elettronico della velocità di rotazione, garantendo così la massima uniformità di applicazione. Questa unità atomizzatrice elettrostatica automatica si differenzia però dalle altre tecnologie per la carenatura di isolamento. “In questo modo facilitiamo l’utilizzo da parte del cliente, che non deve più isolare i differenti serbatoi con le varie tinte e le relative pompe: ai clienti che richiedono una soluzione per applicare con efficienza le vernici idrosolubili, noi consigliamo sempre TURBODYN® 50 K-W” afferma Ravarini.

Le altre tecnologie di Ravarini Castoldi & C. Durante i sessanta anni in cui l’azienda si è dedicata alla progettazione di apparecchiature per la verniciatura industriale, Ravarini Castoldi ha sviluppato molteplici altre tecnologie per l’applicazione di prodotti vernicianti in polvere e a liquido a base acqua e solvente per diversi mercati, come l’industria meccanica, dell’alluminio, del legno, della plastica e Nelloagroalimentare.stabilimento di Cesano Boscone (MI), un’intera ala è inoltre dedicata
alla fabbricazione di apparecchiature speciali per l’oliatura elettrostatica di nastri nel settore siderurgico e dell’alluminio per l’industria automotive, alimentare e degli elettrodomestici.

Nel 1986 Ravarini Castoldi produsse la prima oliatrice elettrostatica a lame su specifica richiesta di un cliente per installarla su una delle sue linee di decapaggio. “I risultati di quella prima installazione furono un successo: le sue ottime prestazioni e la semplicità di manutenzione ci convinsero ad investire su questa tecnologia. Oggi siamo in grado di fornire oliatrici elettrostatiche ad alta tensione per laminatoi a freddo, a caldo e molte linee di processo, come linee di decapaggio, di laminazione, di riavvolgimento, di taglio e d’ispezione”.
L’importanza della collaborazione con il cliente “Ma l’elemento distintivo di Ravarini Castoldi non risiede solamente nelle nostre apparecchiature, bensì anche nel rapporto che instauriamo con i clienti”, precisa Carlo Ravarini. “Al fine di rispondere a tutte le loro esigenze, è essenziale per noi svolgere molteplici prove nel nostro stabilimento, in modo da comprendere le prestazioni delle nostre tecnologie con i substrati e i prodotti vernicianti che utilizzano. Abbiamo una sala prova adibita esclusivamente a questa attività: quando il cliente si rivolge a noi, gli chiediamo di portare alcuni pezzi della sua produzione e le vernici che vorrebbe applicare. Svolgiamo quindi una serie di test per comprendere insieme ad esso la tecnologia più adatta alle sue specifiche esigenze ed offrire l’apparecchiatura più adatta”.
© ipcm © ipcm
L’unità atomizzatrice TURBODYN 50K-W®.
Una delle oliatrici elettrostatiche prodotte da Ravarini Castoldi.
122 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine
Verniciatura a polvere: rendere la plastica conduttiva
Verniciare la plastica con le polveri secondo standard elevati è sempre stato impegnativo. Il nuovo primer conduttivo UR1967 di FreiLacke rende conduttive le superfici trattate con una pigmentazione speciale per consentire loro di essere verniciate, per esempio, con lo stesso materiale dei metalli. Il prodotto UR1967 è l’allargamento perfetto della famiglia di vernici dell’azienda.

124 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine INNOVATIONS: PRESENT & FUTURE Oliver Zanner FreiLacke - Emil Frei GmbH & Co. KG, Bräunlingen-Döggingen (Germania) o.zanner@freilacke.de
© FreiLacke
Laplastica è un materiale leggero con ottime proprietà statiche. Questo è il motivo per cui è ampiamente utilizzata per la produzione di componenti in numerosi settori, come l’automotive, il meccanico, l’arredamento o il sanitario. Il suo principale svantaggio, d’altra parte, è che è adatta solo in misura limitata alla verniciatura a polvere, poiché generalmente non può resistere a temperature di polimerizzazione elevate. Il problema, infatti, sorge quando un cliente vuole che i componenti di una macchina siano verniciati con lo stesso aspetto e la stessa struttura superficiale di quelli in metallo: come si può ottenere un aspetto complessivo omogeneo? I sistemi orizzontali vernicianti di FreiLacke offrono una soluzione a questo problema. Sono così ben accoppiati tra loro per i diversi substrati che i componenti verniciati si abbinano perfettamente in termini di tonalità di colore, gloss e struttura e possono essere assemblati uno accanto all’altro senza alcuna problematica visiva.
Anche quando si utilizzano alluminio e plastica all’interno dello stesso manufatto, il risultato finale è omogeneo.


Pigmentazione speciale
Di norma, la plastica non presenta una superficie molto conduttiva: non è quindi possibile l’applicazione diretta della vernice con processi Èelettrostatici.quicheentra
in gioco il nuovo primer conduttivo FreiLacke EFDEDUR
UR1967: grazie alla sua speciale pigmentazione, rende le superfici plastiche elettricamente conduttive e le prepara così in modo ottimale all’applicazione elettrostatica del topcoat. “Il primer può essere applicato su substrati non conduttivi utilizzando la tecnologia pneumatica tradizionale.
Grazie ai suoi agenti leganti stabili, il prodotto UR1967 resiste molto bene al processo di polimerizzazione e non si indebolisce”, spiega Andreas Morlock, Industrial Coatings Development and Application Technology Group Manager di FreiLacke. Ciò garantisce un’adesione eccellente e permanente ai substrati.
Grazie al nuovo primer conduttivo di FreiLacke, ora è possibile verniciare a polvere anche i pezzi in plastica.
125international PAINT&COATING magazine - SEPTEMBER/OCTOBER 2022 - N. 77 INNOVATIONS: PRESENT & FUTURE
© FreiLacke © FreiLacke
Evitare l’overspray in modo efficace
Ciò offre la possibilità di preparare i componenti in plastica con il primer conduttivo UR1967M in modo che possano essere successivamente verniciati con la stessa polvere degli altri pezzi da verniciare. In alcuni casi possono essere assemblati anche prima dell’applicazione del topcoat, con il grande vantaggio che non è necessario verniciare ogni singolo componente separatamente. Un altro vantaggio è che viene creata meno overspray rispetto alla verniciatura di singoli pezzi. “Tutte queste caratteristiche garantiscono superfici uniformi e costanti che sono identiche in termini di tonalità di colore, struttura e grado di brillantezza su ogni componente, il che a sua volta si traduce in un livello di qualità di finitura notevolmente migliorato”, precisa Andreas Hepting, divisione vendite di FreiLacke.
Naturalmente, il prerequisito per l’utilizzo efficace di questo primer è il corretto matching tra il sistema di verniciatura e il materiale plastico. La plastica così come il primer conduttivo devono resistere al carico termico nel forno. Infine, lo strato di primer deve essere applicato
uniformemente su tutta la superficie, in quanto uno strato di primer non compatto può causare disturbi nel campo elettrostatico e quindi compromettere il processo di applicazione del topcoat.
Primer conduttivo EFDEDUR UR1967
Il primer conduttivo EFDEDUR UR1967 è un prodotto poliuretanico bicomponente a base solvente contenente resina acrilica reticolante isocianata. È adatto a substrati plastici come policarbonato (PC), copolimero acrilonitrile-butadiene-stirene (ABS) e altri. Questo primer conduttivo opaco ha una viscosità di applicazione di 35-45 sec/4 mm; il suo tempo massimo di lavorabilità è di 2 h a 20 °C.
L’essiccazione in forno è possibile fino a 80 °C; durante l’essiccazione all’aria, è asciutto dopo 10 min (grado di essiccazione 1 / ISO 91175), asciutto al tatto dopo 1,5 h (grado di essiccazione 4 / ISO 9117-5) e completamente asciutto dopo 7 giorni (test di smorzamento delle oscillazioni / ISO 1522). Diverse tonalità di colore sono disponibili su richiesta.
 Chi è FreiLacke
Chi è FreiLacke
Sistemi vernicianti e soluzioni applicative
FreiLacke è sinonimo di vernici e rivestimenti innovativi dal 1926. Questa azienda a conduzione familiare è giunta alla terza generazione e, con 600 dipendenti nella sede centrale di Döggingen (Germania), nella Foresta Nera, sviluppa soluzioni personalizzate per i clienti dei settori delle ruote, automotive, della meccanica, della verniciatura in conto terzi, ferroviario, eolico, dell’arredamento, dello stoccaggio, edile e sanitario.
In quanto moderna azienda a conduzione familiare giunta alla terza generazione, il legame della sua sede con il territorio è importante quanto le vendite mondiali e la vicinanza ai clienti attraverso filiali e partner all’estero.
La sua gamma di prodotti dei principali sistemi vernicianti a livello europeo copre l’intero spettro dalle vernici per industria, vernici in polvere e per elettrodeposizione alle soluzioni per i compositi. Una rete globale di filiali e partner in tutto il mondo gestisce le vendite internazionali.
La protezione dell’ambiente è sempre stata una questione chiave per FreiLacke. Ecco perché si impegna a sviluppare prodotti rispettosi dell’ambiente, ridurre le emissioni, i materiali di imballaggio e i rifiuti e utilizzare le risorse con parsimonia.
Nel 2019, FreiLacke è stata nominata uno delle prime 100 aziende in Germania nella “Great Place to Work Competition” e attribuisce un valore elevato al tema della formazione, con un rapporto del 10%.
126 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine

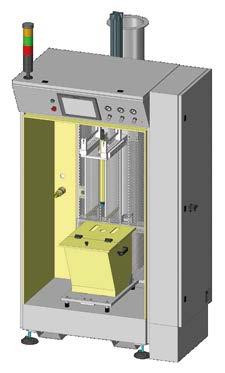
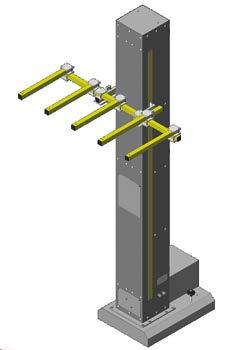
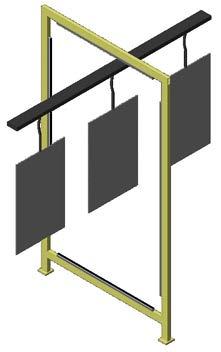
we keep an eye on your AUTOMATION needs. www.reind.it vertical&horizontal axis reciprocators | color centers | dimensional detection systems | control panels | accessories cercasiagentiperzonelibere
Una nuova tecnologia di rivestimento della FIU si dirige verso la Stazione Spaziale Internazionale

David Drucker, Florida International University – Miami (FL), Stati Uniti
Questo articolo è stato pubblicato per la prima volta su FIU Magazine il 23 agosto 2022, e ripubblicato su cortesia dell’autore.
Un laboratorio della FIU - Florida International University ha sviluppato un nuovo rivestimento per proteggere i macchinari destinati all’utilizzo sul suolo lunare – rover e escavatori – da livelli di radiazioni fino a 1.000 volte maggiori rispetto alla Terra.
L’uomosta per tornare sulla luna, questa volta per restare. Un’innovazione del FIU College of Engineering and Computing potrebbe essere la chiave del successo della ricerca. Il programma Artemis1 della NASA prevede di costruire il primo campo base di sempre sul suolo lunare. L’agenzia è alla ricerca di scoperte scientifiche, benefici economici e ispirazione per una nuova generazione di esploratori. Il successo di Artemis dipenderà in larga parte dalla protezione di tecnologie come i rover e gli utensili di scavo dagli aggressivi elementi dello spazio. A tal proposito il Plasma Forming Laboratory della FIU2 ha sviluppato un innovativo materiale verniciante per schermare le strutture durante il loro movimento e gli snodi – le fessure nella loro armatura. Il prossimo autunno un campione del rivestimento partirà alla volta della Stazione Spaziale Internazionale, dove sarà montato su una piattaforma esterna ben esposta allo spazio profondo. Verrà quindi analizzata la sua resistenza alle radiazioni. Le radiazioni possono interrompere l’elaborazione del segnale nell’elettronica e accorciare la vita utile delle strutture. “Attaccando il materiale alla ISS possiamo simulare la radiazione reale che le
1 https://www.nasa.gov/specials/artemis/ 2 https://pfl.fiu.edu/
strutture affronteranno sulla luna”, afferma il Prof. Arvin Agarwal, presidente del dipartimento di ingegneria meccanica e dei materiali e direttore del Plasma Forming Lab. Il campione sarà posizionato sul lato della ISS esposto direttamente al sole. Dopo sei mesi un equipaggio di astronauti riporterà il materiale sulla Terra per analizzarlo. “Il nostro team ha scelto l’esposizione diretta al sole perché volevamo essere davvero aggressivi sul nostro rivestimento”, afferma Sara Rengifo, ingegnere dei materiali presso la NASA che sta lavorando alla ricerca con Agarwal. Gli scienziati di FIU e NASA osserveranno da vicino i cambiamenti di temperatura del rivestimento durante le orbite della ISS intorno alla terra. Nel frattempo, presso i laboratori di FIU e NASA, il materiale sarà testato sulla sua durabilità contro polvere lunare e minuscoli frammenti di roccia lunare. La NASA prevede che i risultati del test andranno a beneficio delle missioni future. I dati raccolti potrebbero aiutare l’agenzia a ridurre le esigenze di assistenza e riparazione. La ricerca potrebbe avere anche risvolti commerciali, nei settori in cui i materiali affrontano condizioni aggressive, come il contenimento delle scorie nucleari e la produzione di veicoli ipersonici. La ricerca è una collaborazione tra enti pubblici e privati. Sei Panthers stanno lavorando al progetto, inclusi 4 stagisti. FIU è il principale partner accademico.
128 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine HOW IT’S COATED?
© FIU © NASA





The only European producer of customized electrodialysis cataphoresis / anaphoresis cells with tubular extruded membranes . info@avin.it www.avinsrl.com professionality know-how punctuality ENERGY SAVING | QUALITY PROCESS | IMPROVED LIFETIME | REDUCED MAINTENANCE models available: AUF65 DIALYSIS CELL d. 65 mm - AUFL80 DIALYSIS CELL d. 80 mm
“Sempre ricominciando dall’inizio”: le opere d’arte senza fine di Alexander Calder

in una famiglia di artisti di formazione classica, lo scultore americano Alexander Calder ha invece deciso di rivoluzionare il concetto di movimento e spazio con le proprie installazioni colorate e astratte. Ha reinventato il concetto di scultura come un esperimento di movimento ininterrotto, ribaltando nozioni secolari che sostenevano che dovesse essere statica, radicata e densa – realizzando opere d’arte che spesso si muovono liberamente e interagiscono con l’ambiente circostante.
Cresciuto
“Gli oggetti di Calder sono come il mare: ricominciano sempre da capo, sempre nuovi”, scriveva il filosofo francese Jean-Paul Sartre. Ciò è chiaramente visibile in “Modern from the Start”, una mostra d’arte immersiva di 70 opere dello scultore americano ospitata dal Museum of Modern Art (MoMA) di Manhattan, New York.
Durante la sua carriera, Calder ha sviluppato un nuovo metodo di scultura: piegando e torcendo il filo metallico, era sostanzialmente in grado di disegnare figure tridimensionali in spazi vuoti. Riunendo lamiere di acciaio inossidabile verniciate e altre sculture metalliche, barre e tubi di ferro, fili d’acciaio e inserti in legno, opere su carta, gioielli e mobili, la mostra si tuffa in profondità nella carriera dell’artista per esplorarne la creatività. Le composizioni sembrano mantenersi in equilibrio mentre ballano. Nonostante siano statiche, le sculture suggeriscono l’idea del movimento grazie ai numerosi fili e alle luci riflesse sulle colorate superfici. Calder, infatti, ha sempre considerato le vernici e i colori come un altro strumento per trasmettere un senso di movimento, come dimostrano anche l’aereo DC-8-62 e la BMW 3.0 CSL verniciati dall’artista in persona.
Attraverso l’uso di forme, colori e ombre particolari, Alexander Calder è stato in grado di trasmettere un senso di movimento ininterrotto alle proprie installazioni artistiche. Dalle piccole sculture in legno e metallo alle automobili e persino a un aeroplano, l’artista americano ha creato un’impressionante collezione di opere d’arte che sono state esposte durante la mostra “Modern from the Start”.
L’aereo DC-8-62 verniciato da Alexander Calder.
130 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine ART WITHIN SURFACES






www.sames-kremlin.com COMPLETE AIRSPRAY LIQUID SPRAYING SOLUTION THE PERFECT AIRSPRAY SYSTEMS FOR HIGH FINISHING RESULTS • Modularity of spray packages : from the pump to the nozzle of your spray gun • Professional finishing for all • High transfer efficiency • Pulsation free with REGPro solution • Reliability and robustness 01D100PRIMA™ FStart Nanogun FPro
Il corso di ipcm ® Academy apre al mondo del coil coating
Lasessione autunnale dei corsi organizzati da ipcm® Academy, divisione formazione delle testate ipcm®, inaugurerà il prossimo novembre una giornata dedicata all’approfondimento del processo di verniciatura in continuo dei coil. Abbiamo intervistato uno dei docenti, Sergio Bianchi, che da oltre 20 anni lavora nel settore dei preverniciati in alluminio a liquido e a polvere e che ha già al suo attivo esperienze formative in ambito universitario.
Quali sono le esigenze formative in un settore complesso come quello del coil coating?
La preverniciatura in continuo di nastri, conosciuta come “coil coating”, è un processo di finitura superficiale avanzato, utilizzato per diversi supporti metallici, con una produzione di diversi milioni di metri quadrati all’anno. Si tratta di un settore di nicchia, la cui tecnologia non è così nota come è, invece, nell’ambito della verniciatura tradizionale, e, proprio per questo motivo, non è semplice trovare operatori specializzati. Per questo ritengo personalmente che la formazione sia fondamentale non solo dal punto di vista prettamente legato al passaggio delle informazioni tecniche necessarie per affrontare questo processo, reso complesso
dai sottoprocessi che lo caratterizzano e che si devono sincronizzare perfettamente per ottenere i risultati qualitativi necessari, ma anche dal punto di vista di una maggior apertura del nostro ambiente nei confronti di chi proviene da un ambito lavorativo diverso (magari più legato alla verniciatura tradizionale) e voglia approfondire queste tematiche.
In anni di esperienza nel mio settore ho notato che manca proprio una figura professionale intermedia che possa collocarsi tra chi ricopre ruoli più operativi e chi più “teorici”: per questo ho accettato con entusiasmo questa nuova avventura, sono convinto che il corso organizzato dall’Academy contribuirà a formare esattamente questa figura così rara. E c’è di più: dobbiamo garantire la continuità del settore attraverso la formazione di nuove generazioni di esperti del coil coating che provengano sia dalle università sia dagli istituti tecnici.

Quali sono le maggiori difficoltà che si possono incontrare nella gestione di questo processo?
L’impianto di coil coating tratta dai 10 ai 15 m al secondo: questo fa già capire una delle sue principali criticità, la velocità della linea, che si raggiunge grazie alla perfetta integrazione di meccanica, termodinamica, elettronica, chimica di pretrattamento e chimica di verniciatura. Essere in grado di gestire tutti questi aspetti in un impianto che tratta in media 1000 metri di nastro in continuo a ciclo è sicuramente frutto di conoscenze pregresse, ma soprattutto dell’esperienza: per questo motivo ritengo che la formazione sul campo sia determinante e, sempre per lo stesso motivo, porteremo i corsisti a vedere dal vivo come questo trattamento avviene in un’azienda storica del settore, la Novelis di Bresso (in provincia di Milano).
Come si svolgerà il corso?
Durante la prima parte della giornata, presenterò il processo in ogni suo dettaglio: la definizione del prodotto, in termini di qualità del metallo, del pretrattamento e del tipo di vernice e la sua realizzazione sulla linea di verniciatura in continuo, sia in ambito di linea di produzione liquida che polveri. Seguirà la visita ai reparti di verniciatura e ai laboratori di controllo per vedere come si svolge questo processo dalle caratteristiche così particolari e toccare con mano le qualità del prodotto verniciante e i diversi tipi di prodotti finiti sviluppati.
Monica Fumagalli, ipcm®
Per questo fascicolo della rivista la redazione di ipcm® ha intervistato Sergio Bianchi, docente del corso dedicato al coil coating che verrà inaugurato da ipcm® Academy il prossimo novembre.
Sergio Bianchi. Novelis
132 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine SPECIALIZED TRAINING
©
Durante la sessione interverranno inoltre Stefano Prada, esperto di vernici liquide per coil, ed Emanuele Magistrelli, specializzato nei prodotti di pretrattamento. Formerò con loro un team che sarà poi affiancato dai nostri operatori durante la visita allo stabilimento.



Quali sono gli obiettivi che intende raggiungere con questo nuovo corso?
Questo corso rappresenta per me una sfida: la varietà del know how e la diversa preparazione dei corsisti richiedono da parte mia spiegazioni chiare e che non diano nulla per scontato. L’obiettivo è quello di formare una figura che sia in grado di affrontare in modo deciso e rapido le problematiche che il processo di coil coating solleva ogni giorno. Forse più che in un reparto di verniciatura tradizionale, i tempi di reazione sono strettissimi e bisogna intervenire tempestivamente. Con questo corso puntiamo a colmare quel vuoto formativo che caratterizza il settore della preverniciatura dei coil. Trovo personalmente che più che un corso specializzato nel settore, sia un corso strutturato come quello di ipcm® Academy più adatto allo scopo, perché si colloca in un contesto formativo sulla verniciatura più ampio: con queste competenze un corsista può approfondire il tema del coil coating e proseguire in quel settore, se lo ritiene di suo interesse. Concludo affermando che a mio avviso questo tipo di formazione permetterà al settore quell’apertura al mondo della verniciatura che ancora non ha potuto raggiungere.
133international PAINT&COATING magazine - SEPTEMBER/OCTOBER 2022 - N. 77 SPECIALIZED TRAINING
© Novelis © Novelis © Novelis
Customer journey: il modello a 5 fasi
Barbara Pennati eos Mktg&Communication Srl info@eosmarketing.it
Ricercando
su internet ci sono svariate versioni del customer journey, altrimenti detto buyer’s journey o marketing funnel o sales funnel. Tutti questi nomi e le svariate versioni che si trovano in rete si riferiscono al viaggio che le nostre buyer personas compiono per arrivare all’acquisto dei nostri prodotti e servizi. E, una volta conclusa la transazione, i fattori che li fanno rimanere fidelizzati al nostro brand. Preparare una strategia basata su un funnel di marketing può aiutarci non solo a visualizzare meglio le diverse fasi che compongono il percorso di un nostro potenziale cliente ma anche a individuare e fare leva sui contenuti e sui canali più adatti alla fase in cui si trovano, creando così una strategia di comunicazione più mirata. Ma partiamo con una definizione.
Cos’è il customer journey
L’espressione customer journey si riferisce alla relazione che sussiste tra un consumatore e un brand, e identifica l’itinerario che il consumatore percorre, dalla prima fase di ricerca di un prodotto/servizio per soddisfare un certo bisogno fino alla fase di acquisto.
In realtà, il buyer’s journey non finisce alla fase di acquisto, bensì prosegue anche successivamente, con una fase dedicata alla fidelizzazione al brand.
Ora vediamo nel dettaglio le 5 fasi che compongono il customer journey e la comunicazione più adatta per ogni fase.
Il modello a 5 fasi
1. Awareness (consapevolezza)
Nella fase di consapevolezza il consumatore sta attivamente cercando delle soluzioni per risolvere un particolare problema o bisogno. Intercettare il bisogno del nostro potenziale cliente e presentargli la nostra soluzione è fondamentale per far sì che entri nel nostro funnel di vendita. Cerchiamo, quindi, di entrare nel radar delle nostre buyer personas attraverso articoli di blog, approfondimenti, post social, pubblicità. Insomma, dobbiamo essere attivi su tutti i canali che prevediamo possa consultare il nostro potenziale cliente.
2. Consideration (considerazione)
Nella fase di considerazione, il potenziale cliente è entrato in contatto con il nostro brand ma non ci conosce ancora abbastanza bene per poter prendere una decisione. Non solo, è altamente probabile che stia valutando anche i nostri competitor. Il nostro compito in questa fase è
di far sì che il nostro brand venga memorizzato dal potenziale cliente e associato con determinati valori, qualità, benefici e vantaggi.
Per fare ciò, è importante fornire informazioni approfondite e, soprattutto, rendere ben chiaro cosa ci distingue dai competitor. Sfruttiamo i nostri canali per proporre dimostrazioni o lead magnet come white papers, ebook, checklist, sessioni formative esclusive che facciano comprendere al cliente la nostra autorevolezza e le nostre capacità nel campo.
3. Conversion (conversione)
Nella fase di conversione, la nostra buyer persona ha probabilmente capito qual è la soluzione che fa al caso suo, segue le nostre pagine ed è iscritta alle nostre newsletter. Non le resta che togliersi gli ultimi dubbi. In questi casi, portare la testimonianza di altre persone che utilizzano e conoscono i nostri prodotti o servizi, come gli ambassadors, può aiutarci a spostare l’ago della bilancia a nostro favore. Non solo, questa è la fase in cui giocarsi anche sconti e offerte speciali.
4. Purchase (acquisto)
In questa fase il consumatore arriva, finalmente, all’acquisto. Spesso, molti funnel si fermano qui. Tuttavia, l’acquisto non è l’ultima fase del customer journey, soprattutto se vogliamo che il nostro nuovo cliente continui ad essere tale anche in futuro.
5. Retention (fidelizzazione)
Nella fase di fidelizzazione, dobbiamo mantenere il cliente coinvolto, capire se è soddisfatto dell’acquisto, supportarlo in caso di bisogno e quindi incentivarlo ad acquistare di nuovo e ad attivare il passaparola. Una buona strategia di re-marketing, con comunicazioni e offerte ad hoc, nonché un buon servizio di post vendita e assistenza clienti sono gli elementi necessari per far sì che il cliente si fidelizzi e rimanga nel funnel di vendita.
Conoscere il customer journey dei consumatori è fondamentale per spingere le giuste leve di comunicazione e inviare il messaggio giusto al momento giusto. Nell’articolo di oggi spieghiamo nel dettaglio cos’è il customer journey e come implementare il modello a 5 fasi.
Scansiona o clicca il QR code per leggere l’articolo sul nostro blog e lasciarci il tuo commento.
134 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine THE MARKETING CORNER










18-20 OCTOBER 2023
La sfida energetica nei piani del governo
UCIF – Unione Costruttori Impianti di Finitura Milano, Italia info@ucif.net
Loscorso 17 maggio è stato pubblicato in Gazzetta Ufficiale il Decreto Legge n. 50/2022, recante “Misure urgenti in materia di politiche energetiche nazionali, produttività delle imprese e attrazione degli investimenti, nonché in materia di politiche sociali e di crisi ucraina” (Decreto Aiuti). Si tratta di un provvedimento corposo (59 articoli), a cui sono destinate risorse pari a 16,7 miliardi di euro. Si tratta di un’iniziativa importante che non si è esaurita con la caduta del Premier Draghi. Il decreto interviene su tre ambiti principali: contenimento del costo di energia e carburanti nonché semplificazioni per le rinnovabili; ripresa economica e supporto alla liquidità delle imprese; sostegno ai lavoratori contro l’inflazione.
Risente, nella sua impostazione e sviluppo, del particolare momento congiunturale, poiché manca di misure di portata strutturale, anche se è più evidente un indirizzo strategico nell’ambito della necessaria diversificazione energetica che il Paese dovrà affrontare. Proprio sul fronte energetico, apprezzabili risultano le misure di semplificazione delle procedure autorizzative per gli impianti di produzione di energia elettrica da fonti rinnovabili: sono questi gli interventi di chiaro respiro strutturale. Apprezzabile l’ampliamento della disciplina delle cessioni dei crediti. Il precedente governo ha sottolineato le tre priorità su questo ambito: il riempimento degli stoccaggi in previsione dell’inverno 2022/2023; il completamento della campagna di diversificazione degli

136 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine STANDARD & LEGISLATION - UCIF Informs
©AdobeStock
approvvigionamenti di gas da altri Paesi per rimpiazzare i 29 miliardi di metri cubi di gas importati dalla Russia, ampliando le sorgenti; il rafforzamento del processo di decarbonizzazione e, quindi, di accelerazione dello sviluppo delle fonti rinnovabili e dell’efficienza Seenergetica.daunlato
è poi apprezzabile il potenziamento dei crediti d’imposta per l’acquisto di energia elettrica e gas a sostegno delle imprese energivore e gasivore e non, dall’altro questo intervento risulta ancora limitato al breve periodo. Inoltre, si auspica una revisione dell’ancoraggio, inserito tramite una modifica parlamentare, del credito al regime de minimis. Per il sostegno alla ripresa economica risulta importante il potenziamento per il 2022 dei crediti di imposta per beni immateriali e formazione 4.0, nonché le misure a sostegno

dell’internazionalizzazione e il rifinanziamento del fondo IPCEI. Non da ultimo, nel provvedimento vengono affrontati i capitoli lavoro e liquidità, seppur con una prospettiva ancora non di lungo periodo. Infine, apprezzabile l’intervento sui trasporti eccezionali, volto a ricomprendere nella disciplina vigente al 9 novembre 2021 i c.d. “Trasporti super eccezionali” e a prorogare l’adozione da parte del Ministero delle Infrastrutture e della Mobilità Sostenibili del decreto che deve contenere le linee guida dei servizi di trasporto eccezionale.
UCIF, con l’Area Relazioni Istituzionali di ANIMA Confindustria, tiene sotto stretta osservazione l’andamento del decreto che avrà conseguenze impattanti non solo sull’industria ma anche sull’economia del Paese in generale.


STANDARD & LEGISLATION - UCIF Informs The Millennium Event, The Aluspecialists’ Meeting 12th ALUMINIUM TWO THOUSAND WORLD CONGRESS Topics of the conference include (but are not limited to): Markets & Strategies Alloys Billets & Related Equipment Rolling Technology Architecture & Special Uses Transport & Automotive Industry Extrusion • Process Sustainability • Process Management • Process Monitoring • Plant & Process • Process Simulation • Product Quality • Alloys • Dies • New Processes Anodizing Coating Nano Technologies Automation Measuring, Testing & Quality Techniques Advanced Applications & Research Environmental Protection & Recycling Casting & Die Casting • Process Management • Process Quality • Process Monitoring • Process Innovation • Process Simulation New Alloys 19 23 SEPTEMBER 2023 ROYAL HOTEL CARLTON, Bologna, Italy For Information: Interall Srl, Via Marzabotto 20, 41042 Fiorano Modenese (MO), Italy, +39059282390 aluminium2000@interall.it info@interall.it ww.aluminium2000.com CALL FOR PAPERS Title deadline: 30/10/2022 Abstract deadline 20/11/2022 REGISTER AS SPEAKER, DELEGATE, EXHIBITOR 7th ICEB (International Conference on Extrusion and Benchmark)
FABTECH Canada 2022 è tornata a Toronto con un evento di successo in presenza

FABTECH Canada ha accolto oltre 5.500 partecipanti provenienti da oltre 2.000 aziende dislocate in tutto il Canada.

Facendo
il suo ritorno al Toronto Congress Centre per la prima volta dal 2018, dal 14 al 16 giugno FABTECH Canada 2022 ha mostrato i progressi e le soluzioni nella fabbricazione e saldatura dei metalli degli anni a venire. L’evento ha rappresentato il desiderio di tornare al lavoro attirando oltre 5.500 partecipanti dall’Ontario e da tutto il Canada. “La risposta è stata estremamente positiva”, ha affermato John Catalano, direttore senior delle PMI per FABTECH. “La fiera rimane il posto migliore per i partecipanti che desiderano esplorare gli ultimi progressi tecnologici, connettersi con colleghi, fare rete e ottenere un vantaggio competitivo. Gli espositori sono stati entusiasti dell’alta qualità dei contatti che hanno raccolto e delle richieste di vendita generate durante l’evento”. Durante i tre giorni dell’evento tenutosi presso l’area espositiva di 7.400 m2 del centro congressi, sono stati mostrati sessanta nuovi prodotti e altre tecnologie da parte di oltre duecento aziende di fama mondiale operanti nella fabbricazione e formatura dei metalli e nelle attrezzature per la saldatura e il taglio laser. AMADA CANADA, BLM Group, Bystronic Canada, FANUC Canada, Heraeus Noblelight America, Hypertherm Inc, KUKA Robotics Canada, Lincoln Electric, Mitsubishi Laser, Sames Kremlin Inc, TRUMPF Inc e Westway Machinery sono state tra le aziende espositrici più quotate, fornendo esempi pratici e dimostrazioni di prodotti dal vivo in diverse dozzine di aree di interesse tecnologico che includono taglio, laser, presse piegatrici, robotica e saldatrici. “Westway Machinery ha vissuto un’ottima esperienza al FABTECH Canada di quest’anno”, ha affermato Matt Walter. “Dopo quattro anni senza una fiera locale per la fabbricazione a causa della pandemia, è stato
bello tornare. C’era molta eccitazione e interesse per vedere le novità del nostro stand. Nel complesso, siamo rimasti molto soddisfatti della quantità di attività di quest’anno!”
FABTECH Canada ha anche collaborato quest’anno con il Gruppo CWB, un’organizzazione del settore privato supportata dall’industria che fornisce certificazione su saldatura, registrazione dei sistemi di gestione e servizi di formazione, per fornire ulteriori opportunità di connettività per l’industria della saldatura canadese. CWB ha tenuto la sua conferenza CanWeld 2022 dal 15 al 16 giugno, informando i partecipanti sulle ultime tecnologie di saldatura e sulle questioni più attuali.
Alle oltre cinquante sessioni di conferenze e seminari si è aggiunta una serie di presentazioni informative e pannelli di discussione del CEO di NGen, il dottor Jayson Myers, del direttore della CWB Association Max Ceron e dell’ex capitano della NHL Doug Gilmour. Gli argomenti della presentazione hanno coperto un’ampia gamma di temi, tra cui la crescita della produzione, i rischi e le soluzioni nella sicurezza informatica, il panorama moderno delle assunzioni e della valutazione delle competenze, i cambiamenti positivi nei rapporti di lavoro tra donne e uomini nell’industria automobilistica e le nuove strategie e opportunità per i produttori.
Il ritorno del più grande evento canadese per il settore della formatura, fabbricazione, saldatura e finitura dei metalli è previsto per l’11-13 giugno 2024.
Per maggiori informazioni: https://canada.fabtechexpo.com
138 N. 77 - SEPTEMBER/OCTOBER 2022 - international PAINT&COATING magazine ZOOM ON EVENTS
© FABTECH Canada © FABTECH Canada
VETECO 2022: il principale appuntamento fieristico per il settore delle finestre, delle facciate e della protezione solare
In questa occasione, l’evento porrà particolare enfasi su sostenibilità, rinnovamento, efficienza energetica e design industriale.
Le aziende che partecipano a VETECO 2022, un evento promosso ancora una volta dall’Associazione spagnola delle finestre e delle facciate leggere (ASEFAVE) esporranno nuovamente le proprie novità come finestre, vetri strutturali, facciate leggere, tetti e lucernari, protezione solare e controllo, porte automatiche, domotica e macchinari.
La Fiera allestirà VETECO GLASS, uno spazio dedicato all’industria del vetro, che comprende produttori e aziende che – a loro volta – sono serramentisti, produttori di facciate e vetrai. Includerà inoltre molti produttori e distributori di attrezzature (macchine, utensili, raccordi e accessori, sigillanti, micro-profili, ecc.).
L’evento
si terrà dal 15 al 18 novembre 2022, sotto l’egida di ePower&Building che riunisce ancora una volta il settore edile.
Un appuntamento che comprende – oltre a VETECO – anche le fiere internazionali per materiali, tecniche e soluzioni edili CONSTRUTEC e l’architettura in pietra ARCHISTONE, la terza principale fiera europea per servizi BIM, networking, conoscenza e soluzioni BIMEXPO, la 20° fiera internazionale delle soluzioni per l’industria elettrica e l’elettronica MATELEC, MATELEC LIGHTING e la terza edizione della fiera internazionale dell’industria e delle soluzioni Smart Factory MATELEC INDUSTRY. In questo modo ePower&Building si conferma ancora una volta la più grande piattaforma commerciale del sud Europa in questo importante settore economico. C’è grande attesa per questa manifestazione che tornerà a puntare sulla sua importante dimensione internazionale, con l’ambiziosa partecipazione di decision-maker provenienti dai principali mercati di interesse per il settore. In questo modo VETECO 2022 si conferma ancora una volta la fiera per l’edilizia più completa in Spagna.

Per maggiori informazioni: www.ifema.es/en/veteco IFEMA
VETECO SOLAR si conferma ancora una volta la migliore fiera per le aziende produttrici di tende, tende da sole, tessuti, sistemi automatici, pergole bioclimatiche e strutture di protezione solare. Uno spazio dedicato soprattutto a prescrittori, architetti e imprese edili, ma anche a professionisti, produttori, officine e installatori di tende da sole che desiderano prepararsi alla prossima campagna.
La manifestazione fieristica sarà completata da un’interessante agenda di incontri professionali, in cui esperti di alto livello affronteranno i temi più urgenti per il settore.
All’interno di questo programma si inserisce la 14° edizione dei premi VETECO - ASEFAVE, volti a celebrare le migliori finestre, facciate leggere, soluzioni di protezione solare e il miglior progetto di fine corso che prevede una facciata leggera. I premi saranno consegnati il 17 novembre, in occasione della celebrazione dei 30 anni di VETECO organizzata da IFEMA MADRID.
I riconoscimenti mirano a premiare le strutture che si sono distinte per qualità, stile, efficienza energetica, sostenibilità e rispetto dell’ambiente.
IFEMA MADRID ospiterà nella sua area espositiva la 17° edizione dell’International Exhibition of Windows, Façades and Solar Protection, l’unico evento del settore in Spagna e con una dimensione internazionale di primo piano.
139international PAINT&COATING magazine - SEPTEMBER/OCTOBER 2022 - N. 77 ZOOM ON EVENTS
©
Eos Mktg&Communication srl
www.eosmarketing.it - info@eosmarketing.it www.myipcm.com - info@ipcm.it
Redazione - Sede Legale: Via Pietro Mascagni, 8 - 20811 - Cesano Maderno (MB) - Italy Tel. +39.0362.503215 - Fax. +39.0362.1794768
EDITOR IN CHIEF / DIRETTORE RESPONSABILE

ALESSIA VENTURI venturi@ipcm.it
EDITORIAL DIRECTOR / DIRETTORE EDITORIALE FRANCESCO STUCCHI stucchi@ipcm.it
EDITORIAL OFFICE / REDAZIONE
PAOLA GIRALDO giraldo@ipcm.it
MONICA FUMAGALLI fumagalli@ipcm.it NICOLE KRAUS kraus@ipcm.it
MATTEO SOTTI sotti@ipcm.it BARBARA PENNATI pennati@ipcm.it
ILARIA PAOLOMELO paolomelo@ipcm.it GABRIELE LAZZARI redazione@ipcm.it
EDITORIAL OFFICE AND GRAPHICS
ELISABETTA VENTURI grafico@ipcm.it
MEDIA SALES
FRANCESCO STUCCHI stucchi@ipcm.it
BARBARA PENNATI pennati@ipcm.it NICOLE KRAUS kraus@ipcm.it SVEN KRAUS sven.kraus@ipcm.it CLAUS GÖRLICH goerlich@ipcm.it
The smart journal for surface treatments
EDITORIAL BOARD
Prof. Massimiliano Bestetti: Department of Chemistry, Material and Chemical Engineering, Politecnico of Milan –Section of Applied Chemistry and Physics
Dr. Franco Busato: European environmental legislation and new technologies

Prof. Paolo Gronchi: Department of Chemistry, Material and Chemical Engineering, Politecnico of Milan –Chemical Engineering Section
Kevin Biller: The Powder Coating Research Group


Prof. Stefano Rossi: Material Engineering and Industrial Technologies, University of Trento - Product Design
Dr. Fulvio Zocco: Environment and quality
LAYOUT/ IMPAGINAZIONE











ELISABETTA VENTURI grafico@ipcm.it
This magazine is wrapped with a biodegradable and compostable film. Questa rivista è confezionata con un film biodegradabile e compostabile.
SUBSCRIPTION SERVICE - SERVIZIO ABBONAMENTI: Sale only on subscription - Vendita solo su abbonamento E.mail info@ipcm.it Subscription Rates 2023 - Tariffe Abbonamento 2023:
Annual subscription print + digital:
EMEA 100,00 € (postage included)
Rest of world 300,00 € (fast airmail shipping included)
Abbonamento annuale cartaceo + digitale: EMEA 100,00 € (spese postali incluse)
Resto del mondo 300,00 € (spedizione via aerea inclusa)
Single copy: 15,00 € EMEA (postage included) - Rest of world (postage excluded)
Back issues: 30,00 € EMEA (postage included) - Rest of world (postage excluded)
Fascicolo singolo: 15,00 € EMEA (spese postali incluse) - resto del mondo (spese postali escluse)
Arretrati: 30,00 € EMEA (spese postali incluse) - resto del mondo (spese postali escluse)
Subscriptions can be made by bank transfer to the following account: Eos Mktg&Communication Srl IBAN IT97F0844033270000000084801 - SWIFT CODE CRCBIT22 or via payment online at: www.myipcm.com
Gli abbonamenti possono essere sottoscritti versando il relativo importo a mezzo b/b IBAN IT97F0844033270000000084801 intestato a eos Mktg&Communication Srl oppure con carta di credito direttamente dal sito www.myipcm.com L’Iva sugli abbonamenti, nonchè sulla vendita di singole copie è assolta ai sensi dell’art.74 comma 1 lett. C DPR 633/72, DM 29/12/1989.
Registrazione al Tribunale di Monza N° 1970 del 10 Dicembre 2009Eos Mktg&Communication srl è iscritta nel Registro degli Operatori di Comunicazione con il numero 19244
POSTE ITALIANE S.P.A. – SPEDIZIONE IN ABBONAMENTO POSTALE –D.L. 353/2003 (CONV. IN L. 27/02/2004 N.46) ART. 1, COMMA 1 LOM/MI/4351

PRINT/ STAMPA ROTOLITO SPA info@rotolito.com
It is forbidden to reproduce articles and illustrations of “ipcm®” without authorization and without mentioning the source. The ideas expressed by the authors do not commit nor magazine nor eos Mktg&Communication S.r.l and responsibility for what is published is the authors themselves.
È vietata la riproduzione di articoli e illustrazioni di “ipcm®” senza autorizzazione e senza citarne la fonte. Le idee espresse dagli autori non impegnano nè la rivista nè eos Mktg&Communication S.r.l e la responsabilità di quanto viene pubblicato rimane degli autori stessi.
The smart journal for surface treatments ® INTERNATIONAL PAINT&COATING MAGAZINE ipcm digital on www.myipcm.com 13 Year Bimonthly N° 77 SEPTEMBER/OCTOBER Special issue ALUMINIUMon
UNIONE COST UTTORI IMPIANTI DI FINITURA
M o r e
T h a n C o a t i n g s .
I n a n e v e r c h a n g i n g w o r l d , S a l c h i r e m a i n s a t y o u r s i d e t o h e l p y o u b e c o m e a r e a l m a r k e t d i f f e r e n t i a t o r . w w w . s a l c h i m e t a l c o a t . c o m



